品牌专区
售前咨询:0769-22186189


传统技术和最新技术的结合
1972年、西部电机成功开发出了世界上首台「CNC线切割放电加工机」
之后开发的一系列化的搭载 了高生产性能高精度的线切割放电加工机,为生产效率的提高作出了贡献。
在此基础上适用于加工导线架/马达铁心等方面的模具,以及电子零部件和医疗相关零件的加工,进一步开发了超高精度的油加工机。
因为实行屡次重复的「刮花作业J,取得了机械加工不会做到的平面质量,因此,达成了其超优秀的加工精度。
融合了最新技术的M25L P ,完美地实现了高精度加工。
浸油式线切割机的特性
~提高了极小放电/微小转角时候的形状加工精度~
新开发的精加工电源「SF-7」。提高了设定.作业效率的四方形工作台。
经由ACO控制.TC转角控制的性能提升,实现了进一步的超精密加工。
■M25L P的特性
●经由新开发的精加工电源「SF-7s,实现了最良面粗糙度Rz0.2 um.
●采用250mm x 250mm的四方形工作台大幅度提高了架模●作业的效率。
●经由ACO控制,进一步提高了切断工件部的形状精度。
●按照TC转角和油加工的特性, 从而大大地提高了转角控制性能。
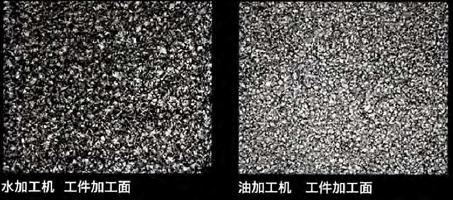
■和水加工的比较
工件表面的比较
钴流失的情况比较

油加工机与水加工机比起来,它通过控制极小脉冲,从而能实现0.1 um单位的面粗糙度.而且,与水加工机比起,没有钴的流出、同时也拥有很好的防锈性能。不会让铁质材料的表面形成软化层。
最良面测定结果
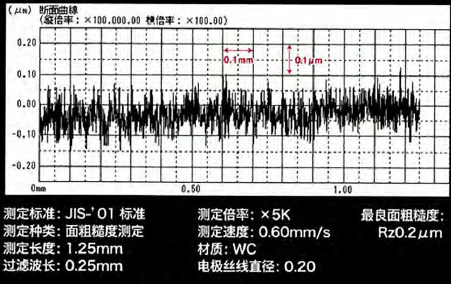
通过最大限度减少在极间的杂散电容从而实现最良面粗糙度Rz0.2μm。
形状测定结果
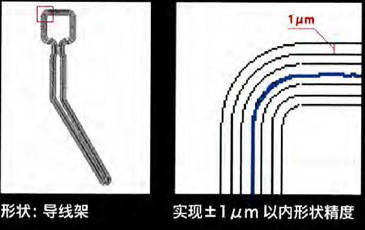
通过最适合地控制微小圆弧转角,从而稳定实现土1 μm的形状精度
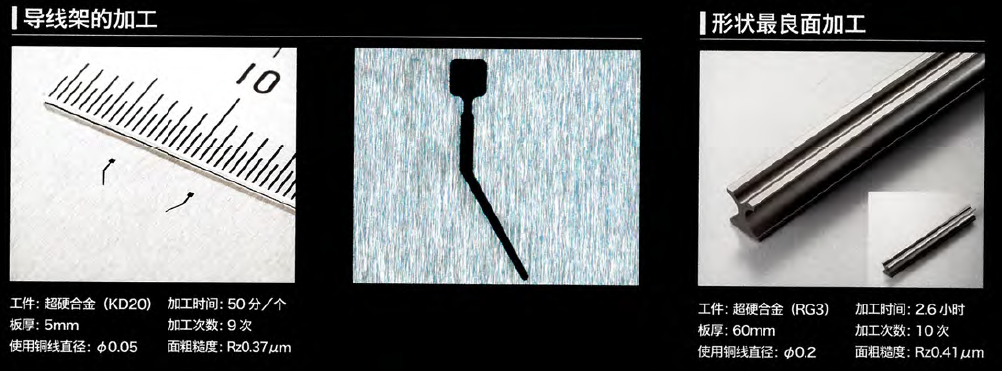
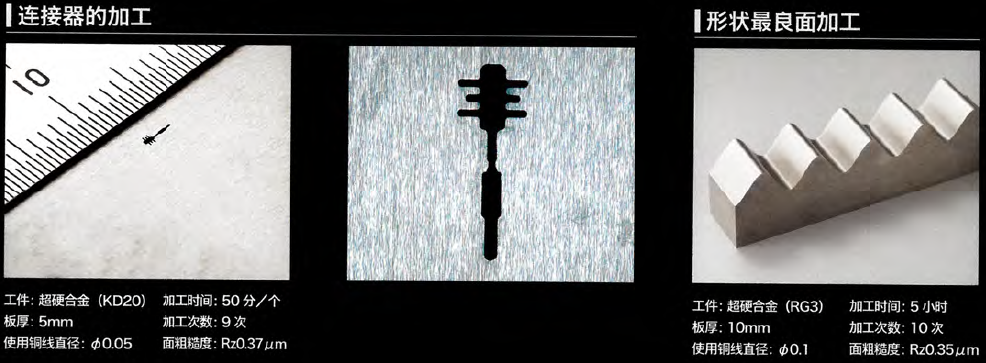
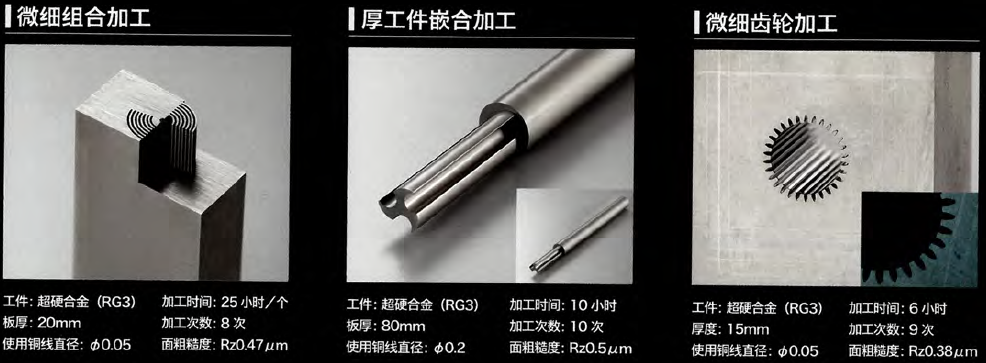
加工事例
通过油加工机能实现更高级的高精度和高品质~
温度调整24
~为了维持长时间的高精度加工~
通过监视机械立柱部和下臂部的温度,计算“保持铜线垂直度因上机头和下机头的温度变化而'引起的变位量”。从而补正上机头,维持铜线垂直精度的功能。
温度调整24的构成

在机床的四处位置所设置的温度感应器,用来测定室温●液温●机体温度,并随时将测定结果发送至NC装置,NC装置根据其数据推测热变位量,从而来控制调整驱动轴(V轴,Y轴)
温度调整24是,为了消除机械热变位引起的变动,通过对驱动轴(V轴,Y轴)进行补正调整,24小时持续铜线的垂直精度和节距精度的功能。
实际加工检测
在加工2 1个方孔的条件下需要精加工开始后20小时以上的加工时间),让室温变动3℃,检查实际加工时的V轴的偏斜量。
自动铜线供给装置AWF-4(LP规格)
~西部电机拥有独自技术具有30年经验~
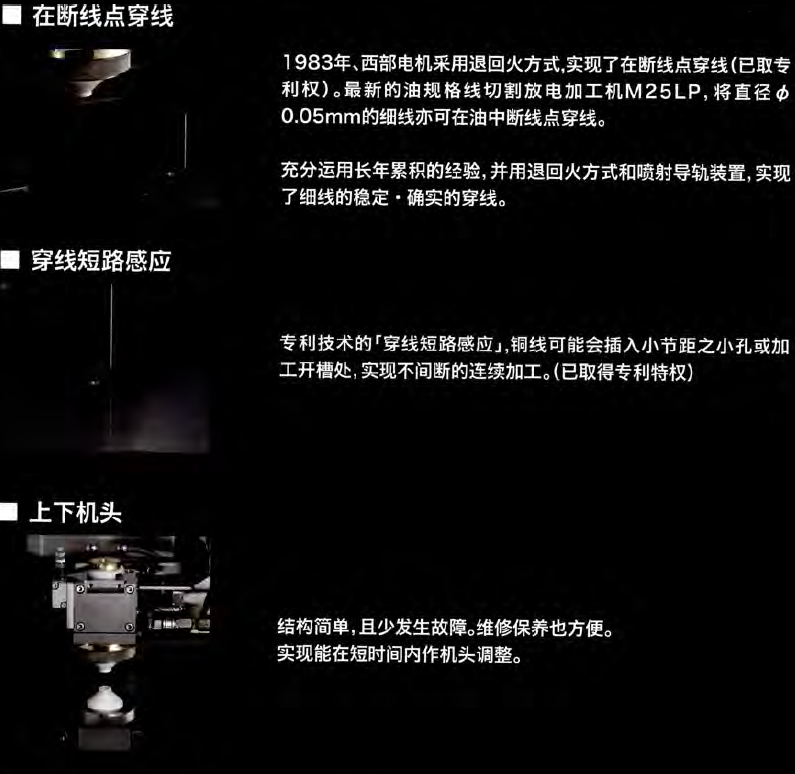
作为断线点穿线的先驱者,西部电机赢得了客户的高度评价和信赖。西部电机的自动铜线供给装置为线切割放电加工机的自动无人化运转做出了很大贡献。
主要规格
规格表

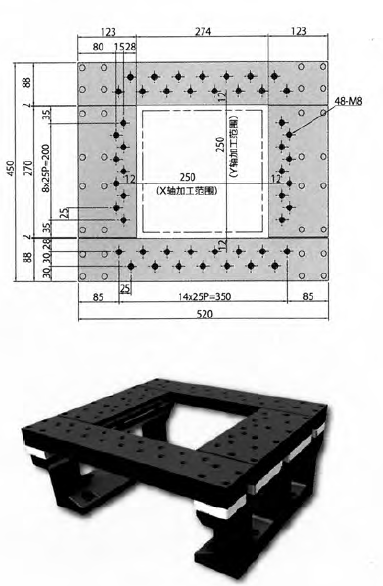
工作台图
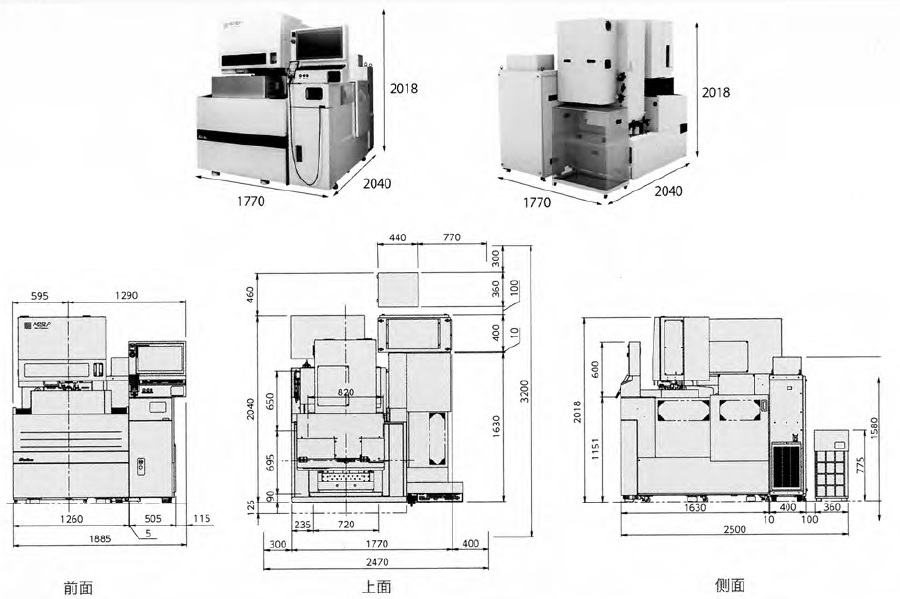
设置环境


型号:MarGage 402/404

型号:Multimar 25EWR/25EWRi

型号:Marameter 840 F

型号:MarStand 818
品牌:Seibu(西部电机)
型号:G61D3AC340D23A