2026-05-06 11:09
车削与铣削的区别与对比解析,哪些场景更适合?
2026-05-20 11:2000
在机械加工领域,车削与铣削是最基础且应用最广泛的两种切削工艺。虽然二者都通过刀具去除材料实现零件成形,但在运动方式、适用零件类型、加工特征及设备配置等方面存在本质差异。正确理解两者的区别,并根据零件结构、精度要求和生产批量选择合适的加工方式,是提升制造效率与质量的关键。本文将从原理、能力、参数到应用场景进行系统对比解析。
一、核心运动原理的根本差异
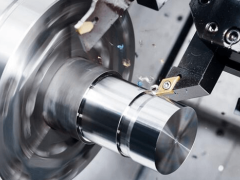
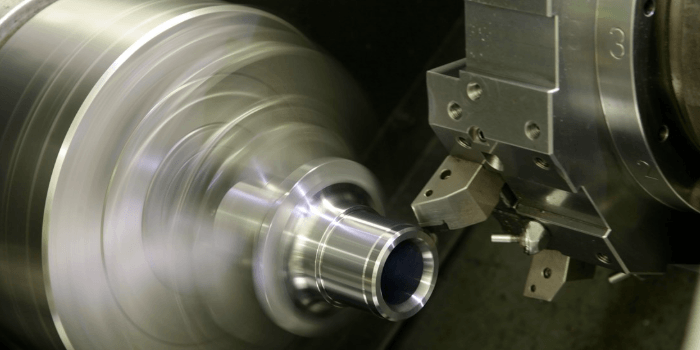
1、车削的主运动由工件完成。工件被夹持在车床主轴上高速旋转(通常转速范围为100~3000转/分钟),而车刀则沿X轴(径向)和Z轴(轴向)做直线或曲线进给运动,从而切削出所需的回转表面。这种“工件转、刀具动”的模式决定了其天然适配轴对称结构。
2、铣削则相反,主运动由刀具承担。多刃铣刀安装在铣床主轴上高速旋转(常见转速500~10000转/分钟),工件固定在工作台上,通过工作台沿X、Y、Z方向的移动实现进给。刀具旋转切削静止工件,使其能够加工非回转体的复杂几何形状。
3、这一根本区别直接影响了两种工艺的加工自由度。车削受限于单一旋转轴,难以加工偏心或非对称特征;而铣削借助多轴联动(如三轴、四轴、五轴),可灵活应对空间曲面、斜孔、异形槽等复杂结构。

二、典型加工特征与零件类型对比
1、车削擅长加工具有回转对称性的零件。典型特征包括外圆柱面、内孔、端面、圆锥面、螺纹、沟槽及成形曲面。常见零件如传动轴、活塞杆、法兰盘、套筒、接头等,均以中心轴线为基准完成全序或主要工序加工。
2、铣削则广泛用于平面类、箱体类及模具类零件。可高效完成平面铣削、台阶面、直角槽、T型槽、键槽、齿轮齿形、三维曲面(如叶轮、模具型腔)等。手机金属外壳、发动机缸体、机床支架、注塑模具等多依赖铣削成形。
3、对于复合结构零件,常需车铣复合加工。例如带法兰的阶梯轴,先在车床上完成轴段与内孔,再在铣床上加工法兰上的安装孔与键槽,体现两种工艺的互补性。
三、刀具系统与加工参数特性
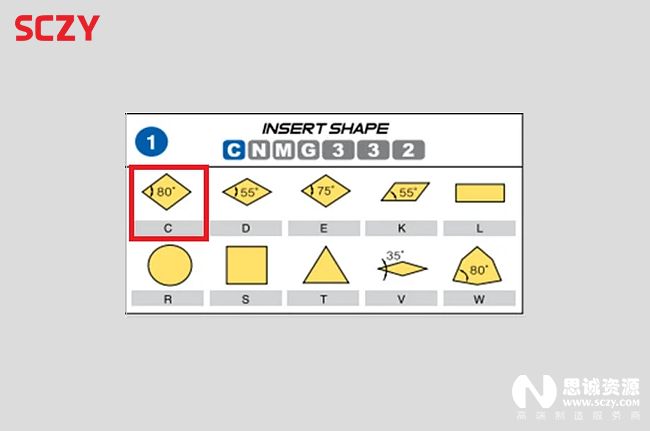
1、车削通常使用单刃车刀,结构简单,刚性好,切削力集中。精车时切削深度一般为0.1~0.5毫米,进给量0.05~0.3毫米/转,表面粗糙度可达Ra0.8~1.6微米,尺寸精度常达IT7~IT8级。
2、铣削采用多刃铣刀(如立铣刀、面铣刀、球头铣刀),每转多个刀刃参与切削,切削过程呈断续状态。粗铣切深可达2~10毫米,精铣控制在0.1~0.5毫米;进给速度范围宽,从几十到上千毫米/分钟不等。表面粗糙度一般为Ra1.6~6.3微米,高精度铣削配合小切深与高转速也可达到Ra0.4微米。
3、刀具寿命方面,车刀因连续切削易产生稳定磨损,便于预测更换;铣刀因断续切削承受冲击载荷,对刀具韧性要求更高,尤其在加工不锈钢、钛合金等难切削材料时需特别注意刀具选型。
四、设备类型与自动化适配能力
1、车削设备主要包括普通车床、数控车床及车削中心。现代数控车床普遍配备动力刀塔,可在主轴停止后进行钻孔、铣槽等辅助加工,拓展了车削的功能边界,但其核心仍围绕回转体展开。
2、铣削设备涵盖立式铣床、卧式铣床、龙门铣床及加工中心。其中加工中心具备自动换刀系统(ATC)和多轴联动能力,可实现一次装夹完成多面多工序加工,特别适合复杂零件的高柔性生产。
3、在大批量生产中,车削因装夹简便、切削连续,单位时间材料去除率高,效率优势明显;而铣削在中小批量、多品种场景下更具灵活性,尤其配合CAM编程与五轴联动技术,能快速响应设计变更。

五、如何根据场景选择更合适的工艺
1、当零件主体为圆柱、圆锥或盘状回转体,且主要特征集中在轴向或径向时,优先选择车削。例如批量生产螺栓、销轴、轴承套圈等,车削不仅效率高,且尺寸一致性好。
2、若零件包含大量平面、非对称轮廓、空间孔系或复杂曲面,则应选用铣削。如加工通信基站壳体、医疗器械支架、航空结构件等,铣削能一次性完成多特征加工,减少装夹误差。
3、对于高精度回转体上带有少量非回转特征的情况,可评估采用车铣复合机床。这类设备集成车削主轴与铣削动力头,在一台机床上完成全部工序,避免重复定位,提升整体精度与效率。
以下是您可能还关注的问题与解答:
Q:能否用铣床加工外圆?效果如何?
A:可以,通过插补铣圆的方式实现,但效率低于车削,且表面质量受刀具跳动和编程路径影响较大。仅适用于无法上车床的特殊情况或小批量试制。
Q:车削能加工内孔,铣削也能镗孔,两者有何区别?
A:车床镗孔适用于通孔或浅盲孔,同轴度好;铣床镗孔(尤其是加工中心)可处理深孔、偏心孔或多孔系,灵活性更高,但需注意刀具悬伸带来的刚性下降问题。
Q:哪种工艺更适合加工不锈钢零件?
A:两者均可,但需针对性优化。车削不锈钢时应选用锋利刀片、充足冷却液,防止积屑瘤;铣削则需降低切削速度、增加进给,避免刀具崩刃。具体选择仍以零件结构为主导。
Q:车铣复合是不是未来趋势?
A:在特定领域确为趋势。对于结构紧凑、精度要求高的回转体零件(如液压阀芯、医疗植入件),车铣复合能显著缩短工艺链、提升精度。但通用大批量生产仍以专机分工为主,成本效益更优。
车削与铣削并非相互替代,而是各有所长的互补工艺。理解其运动本质、能力边界与适用场景,结合零件几何特征、材料属性及生产需求进行合理选择,才能在保证质量的前提下实现高效、经济的机械加工。在现代智能制造体系中,二者常协同出现在同一工艺路线中,共同支撑复杂产品的精密制造。
点赞 0
反对 0
收藏 0