2026-04-22 10:27
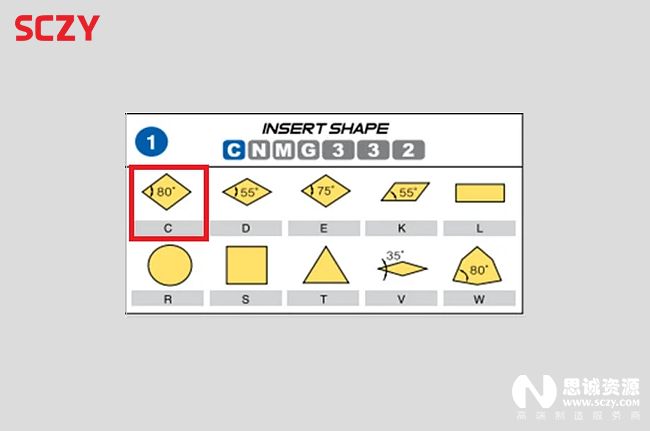
车削速度影响因素有哪些?加工精度提升的关键点是什么?
2026-05-06 11:09230
在车削加工中,车削速度(Vc)不仅是影响效率的核心参数,更是决定加工精度、表面质量与刀具寿命的关键变量。它并非越高越好,也非越低越稳,而是需要在材料特性、刀具性能、机床刚性与工艺目标之间找到最优平衡点。今天,我们就从国家标准出发,系统解析车削速度的影响因素,并揭示提升加工精度的五大关键控制点。
一、车削速度的定义与计算基础
根据机械加工通用定义,车削速度是指切削刃上某一点相对于工件待加工表面在主运动方向上的瞬时线速度,单位为米/分钟(m/min)。其计算公式为:
Vc = π × D × n / 1000
其中:D 为工件切削直径(mm),n 为主轴转速(rpm)。例如,加工直径50mm的轴,若设定Vc=150 m/min,则主轴转速 n ≈ 955 rpm。
值得注意的是,在车削中使用工件直径计算,而在铣削中则使用刀具直径,这是由主运动对象不同决定的。
二、影响车削速度选择的五大核心因素
1、工件材料性质是首要约束。不同材料的导热性、硬度与化学活性差异巨大。例如: - 低碳钢(如45#钢):推荐Vc=150~250 m/min(硬质合金刀具); - 不锈钢(如304):因加工硬化严重、导热差,Vc需降至80~150 m/min; - 铝合金:可高达300~1000 m/min; - 高温合金(如Inconel 718):仅能维持30~60 m/min。 盲目提高速度会导致切削温度骤升,引发刀具快速磨损甚至工件烧伤。
2、刀具材料与涂层技术决定速度上限。高速钢(HSS)红硬性约600℃,适用Vc≤50 m/min;普通硬质合金可达800~1000℃,支持Vc=100~300 m/min;而陶瓷或CBN刀具可在1200℃以上工作,实现Vc=500~1500 m/min的高速/超高速切削。TiAlN等高性能涂层还能将氧化温度提升至800℃以上,显著拓宽速度窗口。
3、机床刚性与主轴性能是物理保障。高转速下,若机床结构刚性不足或主轴动平衡不良,会引发振动(颤振),导致表面出现振纹、尺寸波动。GB/T 16462.5-2017《数控车床和车削中心检验条件 第5部分:速度和插补精度检验》明确规定了不同速度下的稳定性要求。因此,长悬伸刀具或细长轴加工时,应主动降低Vc以抑制振动。
4、冷却润滑条件直接影响热管理能力。干切削时,热量全部由切屑和工件吸收,限制了Vc提升;而采用高压内冷(≥7MPa)或微量润滑(MQL),可有效降低切削区温度150℃以上,使Vc安全提升20%~30%。尤其在加工钛合金等“难散热”材料时,冷却方式往往比速度本身更重要。
5、加工阶段目标导向参数选择。粗加工追求材料去除率,可选中等Vc配合大进给与大切深;精加工则优先保证表面质量与尺寸稳定性,宜采用较高Vc(减少积屑瘤)、小进给(f≤0.1 mm/r)和微切深(ap≤0.5 mm),此时Vc对粗糙度Ra的影响尤为敏感。
三、车削速度对加工精度的具体影响机制
1、尺寸精度漂移:Vc过高→切削温度升高→工件热膨胀→实测尺寸偏大;停机冷却后收缩,造成“假尺寸”。实验表明,车削45#钢时,Vc从100 m/min升至300 m/min,若无充分冷却,直径尺寸可漂移0.02~0.05mm。
2、表面粗糙度恶化:存在“最佳速度区间”。过低Vc易产生材料撕裂和毛刺;过高Vc则因刀具磨损加剧或积屑瘤脱落,导致Ra值上升。例如,加工PEEK工程塑料时,Vc=80~120 m/min时Ra最小(约0.8μm),低于50或高于150 m/min时Ra迅速增至2.0μm以上。
3、形位误差放大:高速下振动加剧,会使圆度、圆柱度超差。某厂加工液压阀芯(要求圆度≤0.005mm),当Vc超过200 m/min时,圆度误差从0.003mm突增至0.012mm,根源在于主轴-刀塔系统共振频率被激发。
四、提升加工精度的五大关键控制点
1、基于泰勒公式的参数优化:遵循“先深后快再精”原则。粗加工优先增大背吃刀量ap(接近刀具极限),其次提高进给f,最后调整Vc;精加工则固定ap和f,精细调节Vc至表面质量最优区间。
2、实施热误差补偿:对于高精度车削(IT5级及以上),应建立热变形模型。通过预热空运行使机床达到热平衡,或在CNC中启用温度补偿功能,抵消因Vc变化引起的热漂移。
3、动态监测与自适应控制:利用切削力传感器或声发射(AE)信号实时监控刀具状态。当检测到振动能量突增或切削力异常,系统自动微降Vc或进给,避免精度失控。
4、严格执行刀具管理:建立刀具寿命档案,记录不同Vc下的磨损速率。当VB(后刀面磨损带)达0.15mm(精加工阈值)时强制更换,防止因刀具退化引入系统性误差。
5、环境与装夹稳定性保障:确保恒温(20±1℃)、防振地基;采用液压卡盘或零点定位系统,保证重复装夹精度≤0.005mm。再高的Vc也无法弥补装夹松动带来的随机误差。
五、典型应用案例:速度优化带来质效双升
1、某汽车厂加工曲轴主轴颈(QT700-2球铁),原Vc=120 m/min,Ra=1.6μm,刀具寿命30件。优化方案:改用Al₂O₃涂层刀片,Vc提升至180 m/min,配合高压冷却,Ra降至0.8μm,寿命延长至50件,单件成本下降22%。
2、另一案例加工航空钛合金接头,初始Vc=50 m/min,但表面频现白层(热损伤)。经分析后降至Vc=35 m/min,同时增加冷却液流量30%,结果白层消失,疲劳寿命提升40%。
这些案例印证了:车削速度不是孤立参数,而是整个工艺系统的“调节旋钮”。只有将其置于材料-刀具-机床-冷却-控制的闭环中,才能真正释放其对精度的正向价值。

以下是您可能还关注的问题与解答:
Q:如何快速确定某种新材料的最佳车削速度?
A:可采用“阶梯切削法”:在小段工件上设置3~5个不同Vc(如80/120/160/200 m/min),保持f和ap不变,加工后测量Ra和尺寸稳定性,选择综合表现最优的速度。也可参考刀具厂商提供的切削数据库(如山特维克、伊斯卡官网)。
Q:数控车床显示的Vc是否真实可靠?
A:显示值基于编程直径计算,若实际切削直径变化(如锥面加工),真实Vc会偏离。高端系统支持“恒线速”(G96)功能,自动调整转速以维持Vc恒定,这对端面车削尤为重要。
Q:高速车削是否一定牺牲精度?
A:否。在系统刚性、刀具与冷却匹配的前提下,高速切削反而能抑制积屑瘤、减小让刀,提升表面质量。关键在于“高速”是否在工艺窗口内,而非绝对数值高低。
Q:国家标准对车削速度有具体限值吗?
A:GB/T 25372-2010《金属切削机床 精度分级》等标准不直接规定Vc值,而是通过工作精度检验(如圆度、平面度)间接约束。只要最终加工结果满足标准公差,Vc选择即视为合理。
车削速度的智慧,不在于一味求快,而在于精准匹配。理解其背后的影响因素,并掌握精度控制的关键点,你就能在效率与质量之间游刃有余,真正实现“又快又准”的现代车削目标。
点赞 0
反对 0
收藏 0