2026-05-15 15:22
电器部件精密加工技术详解,满足高精密度要求的关键点
2026-05-19 11:1300
电器部件作为现代电子设备的核心构成,其结构日益微型化、功能高度集成化,对加工精度提出严苛要求——尺寸公差常需控制在±0.01mm以内,表面粗糙度Ra值低于0.8μm,部分光学或高频元件甚至要求纳米级形位精度。实现此类高精密度制造,需融合先进工艺、精密装备与系统性质量控制。本文将从材料适配、核心工艺、设备选型及环境管理四维度,解析满足电器部件高精度加工的关键技术路径。
一、材料特性与预处理:精度控制的起点
1、材料选择直接影响加工可行性。常用电器部件基材包括无氧铜(导电性优)、4J29可伐合金(热膨胀系数匹配玻璃)、工程塑料(如LCP耐高温)及陶瓷(高频绝缘)。例如,5G基站滤波器腔体采用AlSiC复合材料,其热导率高但硬度不均,需定制金刚石刀具以避免崩边。
2、热处理是消除内应力的关键前置工序。冲压或铸造毛坯必须进行去应力退火(如铜件250~300℃×2h),否则后续精加工后易发生0.02~0.05mm的弹性恢复变形。对于不锈钢接插件,固溶处理后硬度降至HV200以下,可显著提升切削表面完整性。
3、材料批次一致性管控不可忽视。同一牌号铜合金若氧含量波动>0.001%,会导致车削时积屑瘤形态差异,造成孔径CPK值下降。建议建立供应商材料光谱分析档案,确保微量元素成分稳定。
二、核心加工工艺:多技术协同突破精度瓶颈
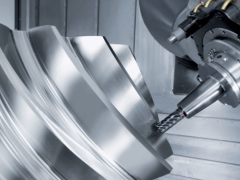
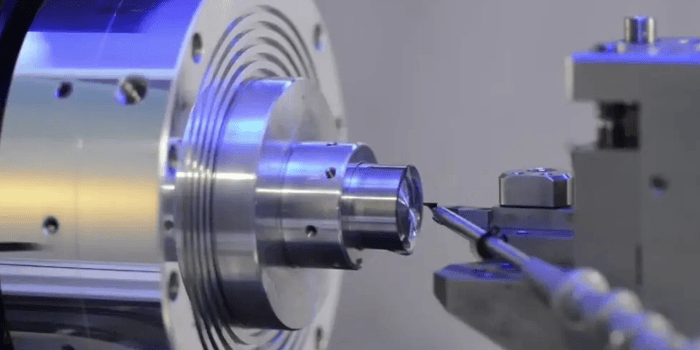
1、超精密车铣复合加工:针对轴类连接器(如SMA射频接头),采用带C轴功能的车铣中心,一次装夹完成外圆、端面槽及螺旋槽加工。通过主轴热补偿算法(实时监测温升并修正Z向偏移),可将同轴度控制在3μm以内,避免多次装夹累积误差。
2、微细电火花加工(Micro-EDM):适用于高深宽比微孔(如喷墨打印头0.02mm孔阵列)。采用RC脉冲电源配合去离子水工作液,放电间隙稳定在5~8μm,表面重铸层厚度<1μm。关键在于伺服进给响应速度需>200次/秒,防止二次放电烧蚀。
3、激光微加工与飞秒激光抛光:电路板微通孔钻削采用UV皮秒激光(波长355nm),热影响区<5μm;而光学窗口片则用飞秒激光进行非热熔融抛光,表面粗糙度可达Ra0.01μm。需注意激光功率密度需精确匹配材料带隙能,避免等离子体屏蔽效应。
三、装备与夹具系统:刚性与热稳定性的双重保障
1、机床基础性能要求:定位精度≤1.5μm/300mm(ISO 230-2标准),重复定位精度≤0.7μm。优选天然花岗岩床身(热膨胀系数6×10⁻⁶/℃)或聚合物混凝土结构,阻尼比钢制床身高3倍以上,有效抑制颤振。
2、智能夹具设计:薄壁壳体(壁厚0.3mm)加工需采用真空吸附夹具,吸附力分布均匀性>95%;微型齿轮则使用磁力柔性夹具,通过有限元仿真优化磁极布局,确保夹紧变形<2μm。所有夹具基准面平面度需达00级(≤1μm/100mm)。
3、在线测量集成:配备接触式测头(如Renishaw RLP40)与非接触式激光传感器,在机自动检测关键尺寸。例如,继电器簧片触点高度在加工中每50件触发一次补偿循环,将过程能力指数Cpk从1.0提升至1.67。
四、环境与过程控制:消除微扰动影响
1、恒温恒湿车间:温度波动控制在20±0.5℃(梯度≤0.2℃/m),湿度45%±5%。空调系统需采用顶部送风+底部回风模式,避免气流直接冲击机床。实测表明,温度每变化1℃,1m长铝件产生23μm变形,远超公差带。
2、振动隔离措施:机床安装于独立混凝土地基(深度≥1.5m),并配置主动气浮隔振平台(固有频率<2Hz)。周边禁止重型车辆通行,空压机等振源设备需物理隔离,确保地面振动速度<0.5μm/s(RMS值)。
3、清洁度管理:空气洁净度达ISO Class 6(≥0.5μm颗粒≤35,200/m³),操作人员穿戴防静电服。冷却液过滤精度需≤5μm(磁性+纸质双级过滤),防止微粒划伤镜面表面。
以下是您可能还关注的问题与解答:
Q:如何解决铜合金加工中的“粘刀”问题?
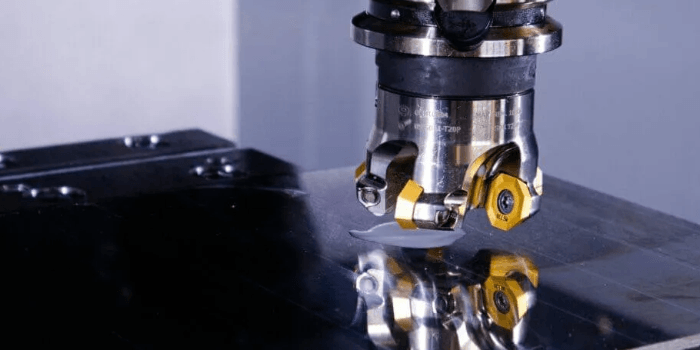
A:采用TiAlN涂层硬质合金刀具(前角15°、刃口钝化0.02mm),配合微量润滑(MQL)技术,油雾流量50ml/h。切削参数建议Vc=300m/min、fz=0.05mm/z,通过高速剪切降低摩擦系数,使表面Ra值稳定在0.4μm以下。
Q:微孔加工为何优先选择电火花而非机械钻削?
A:当孔径<0.1mm时,微型钻头刚性急剧下降(挠度∝L³/d⁴),易折断且孔壁存在撕裂毛刺。电火花加工无机械力作用,可加工任意导电材料,孔圆度误差<3μm,特别适合钨钢、因瓦合金等难切削材料。
Q:在线测量能否完全替代终检?
A:不能。在线测量主要用于过程调控,终检仍需高精度三坐标(如Leitz PMM-F,MPEE=0.3+L/1000μm)进行全尺寸验证。二者结合可构建SPC控制图,及时发现系统性漂移(如刀具磨损趋势)。
Q:飞秒激光加工成本过高,是否有替代方案?
A:对于非光学表面,可采用超声辅助磨削(UAM)。在传统磨削基础上叠加20kHz高频振动,降低切削力40%,表面粗糙度达Ra0.1μm,成本仅为飞秒激光的1/5,适用于批量生产场景。
电器部件精密加工的本质是对“确定性制造”的追求——通过量化控制材料、能量、信息三大要素的交互过程,将随机误差转化为可控偏差。未来随着数字孪生、AI工艺优化等技术的融入,高精度加工将从“经验驱动”迈向“模型驱动”,为下一代电子器件提供更可靠的制造基石。
点赞 0
反对 0
收藏 0