2026-05-19 11:13
小型零件加工推荐哪些设备?高效设备的性能与选型建议
2026-03-26 15:191230
在精密制造领域,小型零件(通常指直径或边长在φ50mm以下,甚至微米级的零件)的加工是一项极具挑战的任务。这类零件往往具有结构复杂、精度要求高、批量大、材质多样等特点。传统的“车铣分离”模式不仅效率低下,而且多次装夹带来的累积误差难以满足微米级公差要求。2026年的今天,随着走心机(Swiss-type Lathe)和小型车铣复合中心技术的成熟,小型零件加工已进入“一次装夹、全部完工”的高效时代。
一、核心设备推荐:三大主力机型解析
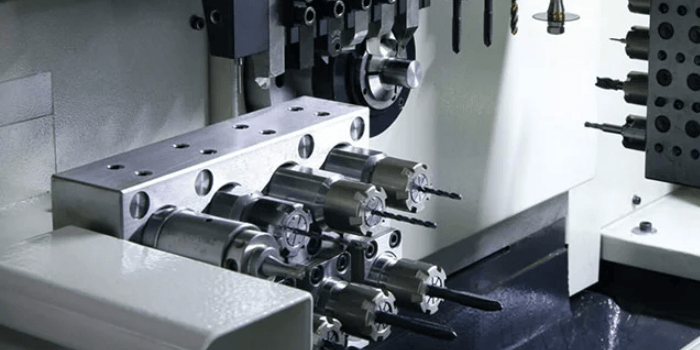
1、数控走心机(Swiss-type Automatic Lathe):细长轴与微小件的“王者”
适用场景:直径φ3-φ20mm的细长轴类零件(长径比>10)、钟表零件、医疗骨钉/牙种植体、通讯连接器针脚等。
核心优势:
- 导套支撑技术:棒料通过导套伸出,刀具在导套附近加工,彻底消除了细长杆加工的让刀变形,可实现L/D>20的无震动车削。
- 多轴同步联动:主流机型配备7-9轴甚至13轴,背面加工单元(Back-working unit)可与正面加工同时进行,车、铣、钻、攻丝一次完成。
- 超高效率:双主轴、双刀塔设计,加工节拍可达秒级,适合百万级大批量生产。
2026年趋势:国产高端走心机(如宁波至上、山东行创等)已突破热误差补偿技术,精度直逼瑞士西铁城(Citizen)、日本星牌(Star),性价比极具竞争力。
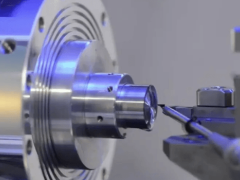
2、小型车铣复合加工中心(Small Turn-Mill Center):复杂异形件的“全能选手”
适用场景:直径φ20-φ50mm的复杂箱体、异形法兰、带偏心孔或曲面特征的零件,如汽车燃油喷射系统零件、液压阀体、无人机结构件。
核心优势:
- Y轴动力头:具备Y轴移动能力的铣削主轴,可偏离中心线进行铣槽、钻孔、刻字,打破传统车床只能加工回转体的限制。
- B轴/C轴联动:部分高端机型配备B轴(摆动轴),可实现五轴联动加工,一次性完成复杂曲面切削。
- 刚性与重切削能力:相比走心机,其床身结构更稳固,主轴扭矩更大,适合钢件、钛合金等难加工材料的重切削。
选型要点:关注是否配备双主轴(Sub-spindle)和双刀塔(Dual Turret),这能实现工件自动翻转和前后同时加工,效率翻倍。
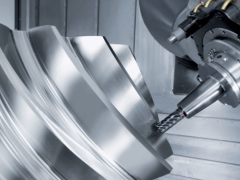
3、微型五轴加工中心(Micro 5-Axis Machining Center):超精密非回转体的“雕刻师”
适用场景:φ10mm以下的微型模具、光学透镜模仁、微流控芯片、精密电极等非回转体零件。
核心优势:
- 极致精度:定位精度可达±1μm甚至更高,表面光洁度Ra<0.2μm。
- 高速电主轴:转速通常在30,000-60,000 RPM,适合微小径刀具(φ0.1mm以下)的高速切削。
- 灵活性强:适合单件小批量、多品种的柔性化生产。
局限性:换刀和装夹时间相对较长,不适合超大棒料连续加工。
二、关键性能指标:决定加工质量的“硬实力”
1、重复定位精度与系统刚性
对于小型零件,公差往往在±0.005mm以内。设备的重复定位精度必须达到±0.001mm-0.002mm。此外,小型机床更容易受切削力影响产生变形,因此需关注床身材质(如高品质铸铁或矿物铸件)和导轨配置(直线导轨vs硬轨)。矿物铸件(Polymer Concrete)因其优异的吸震性和热稳定性,正成为2026年高端微型机床的首选材料。
2、主轴性能:转速与扭矩的平衡
- 高转速:加工铝件或微小径刀具时,需要20,000 RPM以上的主轴转速以保证表面质量。
- 高扭矩:加工不锈钢或钛合金时,低速大扭矩(如1000 RPM下输出>50Nm)至关重要,防止闷车。
建议:选择具备齿轮换挡或宽域矢量控制的主轴驱动系统,以兼顾高低速性能。
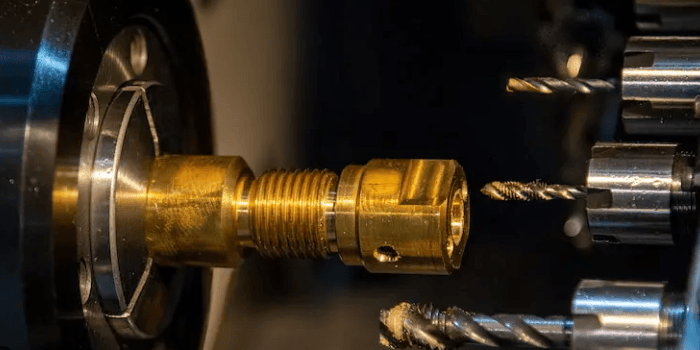
3、刀具系统与换刀速度
小型零件加工工序密集,换刀频率极高。快换刀塔(如VDI 20/25接口)和高速斗笠式/圆盘式刀库是标配。换刀时间(Tool-to-Tool)应控制在1秒以内。对于走心机,还需关注背轴刀具的独立驱动能力,避免干涉。
4、排屑与冷却系统
微小切屑若堆积在加工区,会瞬间划伤工件表面或崩断刀具。高压内冷(70-200 bar)和螺旋排屑器+链板排屑器的双重组合是必须的。对于深孔加工,还需配备油雾分离器或负压吸尘装置。
三、选型实战指南:根据场景匹配设备
1、场景A:医疗行业(骨钉、手术器械、导管接头)
- 特点:材料多为钛合金或不锈钢,长径比大,表面光洁度要求极高(无刀纹),批量极大。
- 推荐:7轴以上数控走心机(带高压内冷和在线检测功能)。
- 理由:走心机的导套支撑能完美解决钛合金细长轴的加工变形问题,一次成型保证同轴度,且自动化程度高,可实现无人值守生产。
2、场景B:3C电子(手机卡托、连接器、散热模组)
- 特点:材料多为铝合金或铜,结构扁平复杂,需大量铣削和钻孔,换型频繁。
- 推荐:带Y轴的小型车铣复合中心或高速微型加工中心。
- 理由:Y轴功能可轻松完成侧面钻孔和铣槽,车铣复合减少装夹次数。若零件完全非回转体,则优选高速五轴加工中心。
3、场景C:汽车零部件(燃油喷嘴、传感器外壳、变速箱小轴)
- 特点:材质多样(钢、铝、粉末冶金),精度要求严苛,需承受高温高压。
- 推荐:双主轴双刀塔车铣复合机。
- 理由:双主轴可实现工件自动接驳,正反两面同时加工,大幅缩短节拍。双刀塔允许粗精加工刀具同时布置,互不干扰。
4、场景D:科研与原型试制(微流控、光学元件)
- 特点:单件或小批量,形状极度复杂,精度要求纳米级。
- 推荐:超精密微型五轴机床(配气浮主轴)。
- 理由:极高的分辨率和稳定性,配合CAM软件的多轴策略,能加工出传统设备无法实现的复杂微结构。
四、2026年新技术趋势:智能化与绿色化
1、自适应控制与AI优化
新一代小型加工设备内置负载监测与自适应控制系统。当检测到刀具磨损或材料硬度波动时,系统自动调整进给速度和主轴转速,防止断刀并维持恒定切削力。部分机型还支持AI工艺优化,通过机器学习历史数据,自动推荐最佳切削参数。
2、在机测量与闭环补偿
集成雷尼绍(Renishaw)或马波斯(Marposs)测头已成为高端机型标配。加工过程中自动检测关键尺寸,若发现偏差,系统自动修正刀具补偿值,实现“零废品”生产。对于热敏感材料,热变形实时补偿技术能有效抵消机床发热带来的精度漂移。
3、节能与环保设计
随着碳中和目标的推进,能量回收系统(将制动能量回馈电网)和微量润滑(MQL)技术被广泛应用。MQL不仅减少切削液消耗90%以上,还改善了车间环境,降低了后续清洗成本。
以下是您可能还关注的问题与解答:
Q:国产走心机与进口品牌(如西铁城、津上)的差距还有多大?
A:在基础精度和通用加工领域,国产一线品牌(如宁波至上、北京发那科合资机型等)已达到进口品牌的90%以上水平,且价格仅为进口的50%-60%,性价比极高。但在超长寿命稳定性(如连续运行5年精度保持性)、极端高速下的动态响应、以及配套生态(专用刀夹、软件后处理)方面,顶级进口品牌仍有优势。对于一般民用零部件,国产完全够用;对于航空、医疗等高可靠性领域,进口品牌仍是首选,但国产替代进程正在加速。
Q:小型零件加工中,如何选择合适的棒料送料机?
A:送料机是走心机的“粮仓”。选择时需关注:
1. 兼容性:是否支持六角棒、异形材或易划伤材料(需配尼龙衬套)。
2. 送料精度:重复送料精度应≤±0.05mm,否则影响切断长度。
3. 静音与减震:高速送料时噪音过大影响车间环境,优选磁粉离合器或伺服驱动型送料机。
4. 容量:根据批量大小选择料仓长度,尽量实现8小时以上连续加工。
Q:加工微小零件(如φ1mm以下)时,刀具容易断怎么办?
A:断刀主要原因及对策:
1. 跳动过大:检查刀柄和筒夹精度,确保系统跳动<0.003mm。
2. 排屑不畅:提高内冷压力,优化断屑槽型,采用啄钻或螺旋插补策略。
3. 切削参数不当:微小刀具需“高转速、小切深、快进给”,避免积屑瘤。
4. 刚性不足:尽量缩短刀具悬伸长度,使用硬质合金整体刀具而非焊接刀片。
Q:购买小型车铣复合机,是否需要配置副主轴(背轴)?
A:强烈建议配置。副主轴不仅能承接工件进行背面加工,实现一次装夹完成双面工序,还能在主轴加工的同时,副主轴对上一个工件进行加工(重叠加工),显著提升效率。对于有背面钻孔、攻丝或车削需求的零件,副主轴是“刚需”,而非“选配”。
小型零件加工设备的选型,是一场对精度、效率与柔性的综合考量。没有绝对的“最好”,只有最适合您产品特性的“最优解”。从走心机的极致效率到车铣复合的全能灵活,再到微型五轴的超精密加工,每一种设备都有其独特的舞台。希望这篇指南能助您在2026年的智造浪潮中,精准锁定核心装备,以毫厘之功,成就不凡品质。
点赞 0
反对 0
收藏 0