2026-05-19 11:13
精密模具有哪些特点?高精度加工的核心技术优势解读
2026-05-12 10:5900
精密模具作为现代制造业的“工业之母”,其核心价值在于将设计意图高保真地转化为终端产品。与普通模具相比,精密模具在尺寸精度、形位公差、表面质量及使用寿命等方面均提出严苛要求,已成为衡量一个国家高端制造能力的重要标志。根据行业实践与国家标准体系,精密模具的核心特点可系统归纳为以下五大维度。
一、微米级甚至亚微米级的几何精度控制
1、尺寸精度:精密模具的关键工作部位(如型腔、型芯、配合面)尺寸公差通常控制在±0.005毫米至±0.02毫米范围内,部分光学或半导体模具甚至要求±1–2微米。这一精度等级远高于普通模具(一般为±0.05–0.1毫米),需依赖高刚性机床与闭环反馈系统实现。
2、形位公差:除尺寸外,平行度、垂直度、同轴度等形位公差同样关键。例如,多腔注塑模的各型腔位置度常要求≤0.01毫米,以确保批量产品一致性;冲压模的凸凹模间隙均匀性直接影响剪切面质量,通常要求间隙波动≤0.005毫米。
3、标准依据:我国虽无独立“精密模具”强制性国标,但相关要求散见于GB/T 1800–1804(公差与配合)、GB/T 1182(几何公差)等系列标准中。行业普遍参照国际惯例,将模具精度设定为制品精度的1/3至1/2,以补偿成型过程中的材料收缩与变形。
二、超光滑表面质量与功能性纹理控制
1、表面粗糙度分级:依据GB/T 1031-2009《产品几何技术规范(GPS) 表面结构 轮廓法》,精密模具表面粗糙度Ra值按功能需求精细划分:
• 高光表面(Ra 0.01–0.1 μm):用于光学镜片、导光板等,需镜面抛光或电解抛光;
• 精密配合面(Ra 0.2–0.4 μm):如导柱导套、滑块轨道,保障运动平稳与耐磨性;
• 常规工作面(Ra 0.8–1.6 μm):满足多数注塑件外观与脱模要求。
2、功能性纹理:除光滑度外,部分模具需加工特定纹理(如皮革纹、咬花面),其深度、间距与一致性需严格控制。VDI 3400或Mold-Tech标准常被引用,通过激光蚀刻或化学蚀刻实现,误差通常要求≤±5%。
3、表面完整性:避免微裂纹、残余拉应力等缺陷。高速铣削后若产生白层(重熔层),可能成为疲劳裂纹源,故常辅以去应力退火或喷丸强化处理。
三、复杂几何结构与高集成度设计
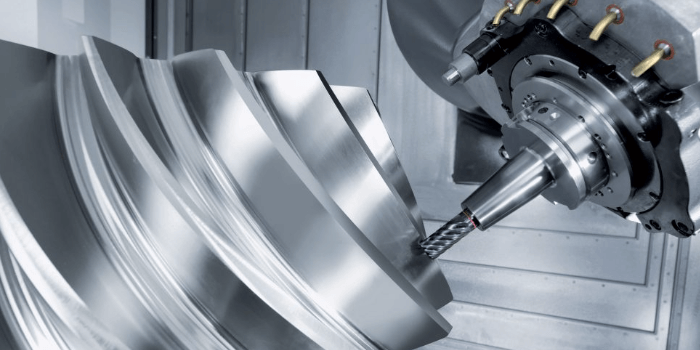
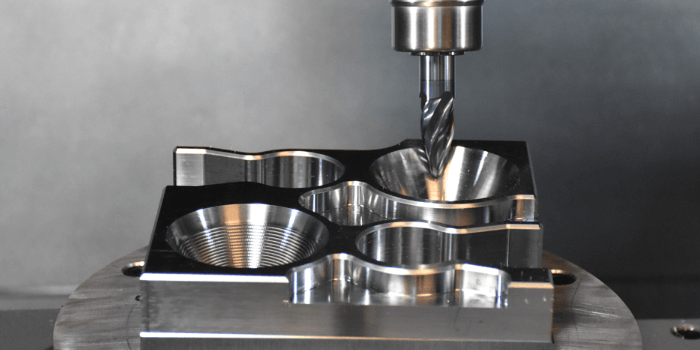
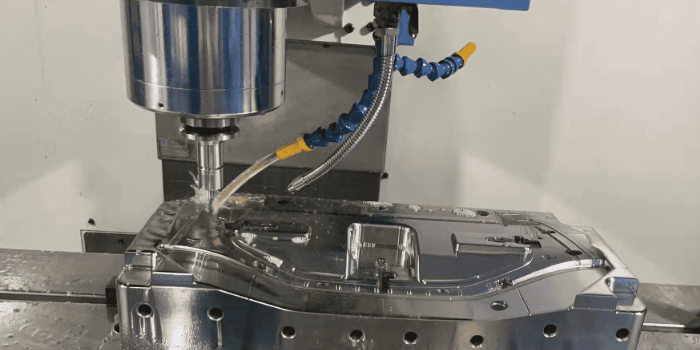
1、自由曲面与深腔结构:汽车覆盖件、消费电子外壳等产品日益追求流线型设计,迫使模具型腔包含大量自由曲面、陡峭壁面与深窄槽。此类结构传统三轴加工难以触及,易产生刀具干涉或让刀变形。
2、随形冷却系统:为缩短注塑周期并减少翘曲,精密模具广泛采用随形冷却水道——其路径紧贴型腔轮廓,大幅提升热交换效率。该结构只能通过金属3D打印(如SLM)或五轴深孔钻实现,对制造工艺提出全新挑战。
3、嵌件与活动机构集成:精密模具常内嵌传感器、加热元件或液压缸,实现智能监控与复杂动作(如侧抽芯、二次顶出)。这些功能模块的安装精度与密封性直接影响模具可靠性。
四、高性能材料与先进热处理工艺
1、模具钢选择:常用材料包括预硬钢(如NAK80,硬度HRC37–43,免热处理)、高耐磨钢(如SKD61,HRC48–52)及耐腐蚀钢(如S136,用于透明件)。航空航天领域甚至采用马氏体时效钢(如18Ni300),兼具高强度与良好焊接性。
2、热处理控制:真空淬火+深冷处理可将残余奥氏体降至5%以下,提升尺寸稳定性;氮化或PVD涂层(如TiAlN)则使表面硬度达HV2000以上,显著延长寿命。热处理变形量需控制在0.01–0.03毫米/100毫米以内,否则后续精加工余量不足。
3、材料均匀性:电渣重熔(ESR)或粉末冶金工艺可消除传统铸锻材的偏析与夹杂,确保大截面模具性能一致,避免局部早期失效。
五、高精度加工核心技术体系支撑
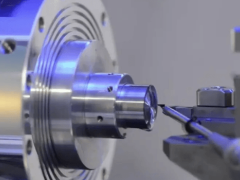
1、五轴联动高速铣削:作为核心制造手段,五轴加工中心(符合GB/T 34880-2017等标准)通过RTCP(旋转刀具中心点)功能,动态调整刀轴姿态,实现复杂曲面一次装夹完成。典型参数:主轴转速≥20,000 rpm,进给速度≥20 m/min,定位精度≤0.005毫米。
2、微细电火花加工(EDM):对于硬度>HRC50的材料或微细结构(如微孔、窄缝),EDM凭借无宏观切削力优势,可实现Ra 0.1–0.4 μm的表面质量。镜面EDM甚至可达Ra 0.02 μm,替代部分抛光工序。
3、在线检测与数字孪生:集成在机测头实时反馈加工偏差,驱动自适应补偿;数字孪生技术则在虚拟环境中模拟装配与试模,提前发现干涉或应力集中问题,减少物理迭代次数。
以下是您可能还关注的问题与解答:
Q:如何区分精密模具与普通模具?
A:核心差异在精度指标。若模具关键尺寸公差≤±0.02毫米、主要表面Ra≤0.8微米、且含复杂机构或随形冷却,则可归类为精密模具。普通模具多用于低附加值产品,精度与寿命要求较低。
Q:精密模具制造成本为何高昂?
A:成本主要来自:① 高性能材料(如进口模具钢价格是普通钢3–5倍);② 设备投入(五轴加工中心单价500万–3000万元);③ 人工成本(技师需掌握多工艺协同技能);④ 周期长(从设计到验收常需2–6个月)。
Q:国内精密模具水平与国际差距何在?
A:硬件(机床、测量仪)已接近国际水平,但软件层面仍有差距:① 材料基础研究薄弱,高端模具钢仍依赖进口;② 工艺数据库积累不足,过度依赖老师傅经验;③ 标准化程度低,企业间协同效率不高。
Q:如何验证精密模具是否达标?
A:需综合检测:① 三坐标测量机(CMM)验证几何精度;② 白光干涉仪或轮廓仪检测表面粗糙度;③ 试模后测量制品关键尺寸,反推模具实际成型能力;④ 寿命测试(如连续生产10万模次后检查磨损量)。
精密模具的本质是“精度、寿命、效率”三位一体的系统工程。其特点不仅体现在最终产品的微观质量上,更贯穿于材料选择、结构设计、制造工艺与质量验证的全生命周期。随着新能源汽车、半导体、生物医疗等新兴产业崛起,对微纳结构、复合材料成型等新需求将持续推动精密模具技术向更高维度演进。
点赞 0
反对 0
收藏 0








