2026-05-25 11:44
解析激光精密加工方法在工业制造中的核心技术应用
2026-06-11 11:0860
激光精密加工作为现代工业制造领域的重要技术手段,以其非接触、热影响区小、加工精度高和柔性好等突出特点,在多个制造行业中逐步替代部分传统加工工艺。从宏观的厚板切割到微米级的精细打孔,激光技术的应用范围不断延伸。本文从激光精密加工的基本原理出发,梳理切割、焊接、打标和微加工等核心技术的应用特点与工艺参数选择逻辑。
一、激光精密加工的基本原理与技术分类
1、激光加工的基本原理是利用高能量密度的激光束照射工件表面,材料吸收激光能量后迅速升温达到熔化或气化状态,从而实现材料的去除、连接或改性。激光束经过光学系统聚焦后可获得极小的光斑直径,光斑尺寸可控制在几十微米到几百微米之间,能量密度可达每平方厘米百万瓦级别。如此高的能量密度使激光加工能够以极高的精度完成传统刀具难以实现的加工任务。
2、激光精密加工按作用机理分为热加工和冷加工两大类。热加工是利用激光的热效应使材料熔化或气化,激光切割、激光焊接和激光打标都属于热加工范畴。冷加工主要针对特定波长的紫外激光和飞秒激光,通过高能光子直接打断材料分子键实现材料的去除,热影响区极小,适合高分子材料、陶瓷和半导体等热敏材料的精密加工。
3、工业制造中常见的激光器类型包括光纤激光器、二氧化碳激光器和固体激光器。光纤激光器电光转换效率高、光束质量好、维护成本低,在金属切割和焊接领域占据主导地位。二氧化碳激光器输出波长为十点六微米,对非金属材料如木材、塑料和皮革的吸收率高,是非金属材料加工的主要光源。紫外固体激光器波长短、聚焦光斑小,适合精细打标和微孔加工。
二、激光切割技术的核心参数与应用特点
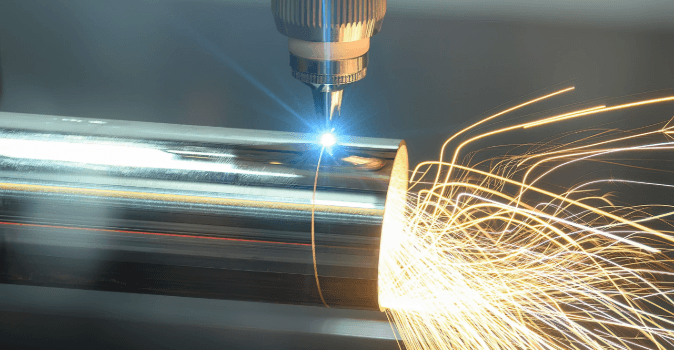
1、激光切割是激光精密加工中应用最广泛的工艺。其原理是将聚焦后的激光束照射在工件表面,材料被加热至熔化或气化状态,同时辅助气体将熔融物从切缝中吹除形成连续的切口。激光切割适合加工厚度在零点一到二十五毫米范围内的金属材料,不锈钢低碳钢铝合金和铜合金均可获得良好的切割质量。切缝宽度通常为零点一到零点三毫米,热影响区宽度为零点零五到零点三毫米。
2、激光切割质量的核心评价指标包括切缝宽度、切面粗糙度、挂渣量和热影响区宽度。切割速度是影响质量的主要参数,速度过快时切缝底部出现未切透的挂渣,速度过慢时热输入过大导致切缝宽度增大和热影响区加宽。辅助气体的种类和压力对切割质量有显著影响,切割碳钢使用氧气作为辅助气,氧气与铁元素发生放热反应提高了切割效率;切割不锈钢和铝合金使用氮气,防止切缝边缘氧化变色影响后续焊接质量。
3、激光功率的选择根据工件厚度和材料特性确定。厚度在二毫米以下的薄板使用一千到二千瓦的光纤激光器即可获得良好的切割效果。厚度在五到十毫米的中板需要三千到六千瓦的激光功率。厚度在十到二十五毫米的厚板则需要八千到一万二千瓦的高功率激光器。焦点位置的设定同样重要,焦点置于工件表面时切缝上窄下宽,焦点置于工件内部时切缝上下宽度均匀。
三、激光焊接技术的工艺特点与质量控制
1、激光焊接利用高能量密度的激光束熔化工件接缝处的材料,冷却后形成牢固的焊缝。激光焊接的热输入集中、焊接速度快,焊缝宽深比大、热影响区窄,焊后工件变形小。激光焊接特别适合精密零件和薄壁件的焊接,焊接变形通常控制在零点一到零点五毫米以内,远小于传统电弧焊接的变形量。激光焊接可不使用填充材料实现自熔焊,也可通过送丝机构添加焊丝满足不同焊缝强度的要求。
2、激光焊接的工艺参数包括激光功率、焊接速度、离焦量和保护气体流量。激光功率根据焊接深度要求确定,不锈钢薄板焊接时功率密度一般控制在每平方厘米百万到千万瓦级别。焊接速度与功率需要协调匹配,速度过快时熔深不足,速度过慢时热输入过大导致焊缝过宽和工件过热变形。保护气体的种类和流量影响焊缝的氧化程度和气孔率,焊接不锈钢和钛合金时推荐使用高纯氩气作为保护气体。
3、激光焊接的质量检测项目中气孔和裂纹是最常见的缺陷类型。气孔产生的主要原因是保护气体流量不足或工件表面油污未彻底清洁。裂纹的产生与材料的热膨胀系数和冷却速度有关,高碳钢和铝合金的焊接裂纹倾向较高。焊接前对工件进行预热可以降低冷却速度有效减少裂纹产生的概率。焊缝成形质量的检测可采用金相分析或工业射线检测方法评估。
四、激光打标与激光微加工技术
1、激光打标是通过激光在工件表面产生颜色变化或者材料烧蚀形成永久性标识的加工方法。激光打标具有标记清晰、速度快、非接触和永久性好的优点,广泛用于产品追溯码、生产日期和商标标识的制作。激光打标的线宽可控制在零点零一到零点一毫米之间,字符高度小至零点二毫米仍可清晰识别。打标深度通常在几微米到几十微米之间,不影响工件的尺寸精度和机械性能。
2、激光微加工包括微孔钻削、微槽铣削和微细切割等精密加工工序。激光微孔加工在喷油嘴、化纤喷丝板和印刷电路板导孔等产品中应用广泛。使用紫外激光或飞秒激光加工的微孔直径可小至十到五十微米,深径比达到十比一以上。微孔加工的精度受激光脉冲能量稳定性和聚焦光斑尺寸的影响,采用皮秒或飞秒激光加工可以获得更好的孔壁质量和更小的热影响区。
3、激光精密雕刻在模具制造领域也有独特的应用价值。激光直接雕刻模具纹理和花纹,无需传统的蚀刻工序,减少了模具制造周期和有害化学物质的使用。激光雕刻的纹理深度和粗细可以通过参数调节,表面粗糙度可控制在零点四到一点六微米之间。激光雕刻的模具纹理均匀性和重复性优于传统化学蚀刻。
五、激光精密加工的发展趋势与选型建议
1、超快激光技术的成熟推动激光精密加工向更高精度方向发展。皮秒和飞秒激光加工的热影响区极小,可实现近乎冷加工的加工效果,在精密医疗器械电子元器件和光学元件等领域具有广阔前景。超快激光加工的成本仍然较高限制了大规模工业应用的推广速度,但随着激光器成本的年度下降趋势超快激光在工业制造中的普及率正在逐步提高。
2、激光加工与自动化和智能化技术的融合是发展的重要方向。激光加工设备集成视觉定位系统,通过图像识别实时检测工件位置和焊缝轨迹,实现自动对位和自适应参数调整。机器学习和人工智能技术也开始应用于激光加工参数的优化,通过分析历史加工数据自动推荐适合当前材料和厚度规格的工艺参数组合,降低了对操作人员经验水平的依赖。
3、企业引进激光精密加工设备时,应从加工材料、精度要求、产量规模和生产成本四个维度进行综合评估。加工材料以金属为主时应选择光纤激光器,以非金属为主时应考虑二氧化碳激光器,以精密打标和微加工为主要需求时则应选择紫外激光器或超快激光器。设备采购后的技术支持和服务保障能力也需要重点考量,包括供应商的技术培训响应速度和备件供应能力。
以下是您可能还关注的问题与解答:
Q:激光切割和等离子切割相比有哪些优势?
A:激光切割的优势主要体现在切缝窄、热影响区小和切割边缘质量好三个方面。激光切割的切缝宽度通常为零点一到零点三毫米,仅为等离子切割的三分之一到五分之一。热影响区宽度为零点零五到零点三毫米,远小于等离子切割的一到三毫米。激光切割后的边缘几乎不需要二次加工可以直接用于焊接或折弯。但激光切割的设备投资和运行成本高于等离子切割,在厚板粗加工领域等离子切割仍有成本优势。
Q:激光焊接铝合金的技术难点是什么?
A:铝合金对激光的反射率高能量吸收率低是焊接的主要难点。铝合金的导热性好激光输入的热量容易迅速扩散导致熔池难以建立。铝合金的氢溶解度在液态和固态之间的差异较大冷却时氢气析出容易形成气孔。为克服这些难点可以采用光纤激光或碟片激光配合摆动焊接头提高能量吸收率,焊接前对工件进行预热处理减少冷却速率,使用高纯氩气加强保护降低气孔产生概率。
Q:激光打标的深度是否可以调节?
A:激光打标的深度可以通过调节激光功率扫描速度和重复次数来控制。浅打标在功率较低的条件下完成,标记深度在五到十微米之间,适合产品表面标识和二维码制作。深打标需要提高功率并增加扫描次数,深度可达三十到五十微米甚至更深,适合模具标识和需要耐磨的产品标记。深度控制需要在不破坏工件强度的前提下进行,打标过深可能降低薄壁件的结构强度。
Q:激光精密加工的环境要求是什么?
A:激光精密加工对工作环境有一定要求。环境温度宜控制在摄氏十八到二十八度之间,温度波动过大会影响激光器谐振腔的光束稳定性和光学镜组的焦距精度。环境湿度应控制在百分之三十到七十之间,湿度过高时光学镜片表面可能结雾影响激光传输效率。加工区应保持洁净,切削粉末和油雾应及时排出光学系统需要定期检查和清洁。激光加工区还应配备必要的激光防护措施防止激光散射对操作人员造成伤害。
激光精密加工技术在工业制造中的应用涵盖切割、焊接、打标和微加工等多个领域,每一种工艺都有其独特的技术原理和参数体系。了解各类激光加工的工艺特点和质量控制要点,有助于制造企业在选用激光加工方案时做出合理的决策。随着超快激光技术的进步和智能化水平的提升,激光精密加工的应用深度和广度还将持续扩大。
点赞 0
反对 0
收藏 0