2026-05-19 11:13
精密机械加工全工艺解析,多种加工方法的适用场景与特点
2026-05-25 11:44300
精密机械加工是现代制造业中实现高尺寸精度、高形位公差控制与优异表面质量的核心技术手段,广泛应用于航空航天、精密仪器、医疗器械、光学器件及高端装备等领域。其本质是通过一系列物理或化学作用方式,对原材料进行微量、可控的材料去除或成形,使工件达到设计图纸所要求的几何精度与表面特性。根据加工原理、设备类型及适用对象的不同,精密机械加工可划分为多种工艺方法,每种方法均有其特定的技术边界与应用场景。本文将系统解析主流精密加工工艺的原理、典型参数、适用工况及技术特点,为工艺选型提供专业参考。
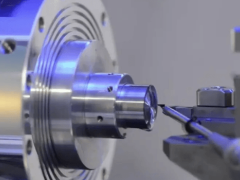
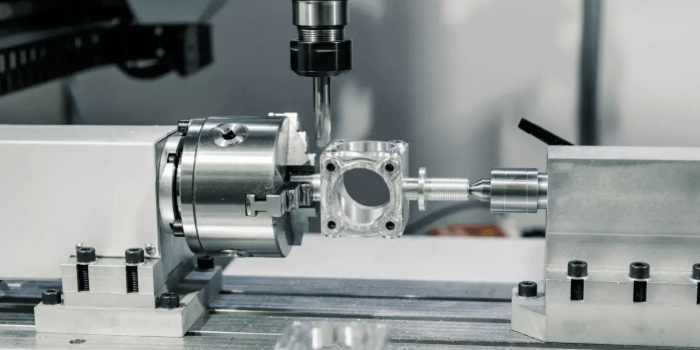
一、精车与精镗:回转体类零件的高精度内/外圆加工
1、精车适用于轴类、套筒、法兰盘等回转体零件的外圆、端面、锥面及螺纹加工。采用硬质合金或陶瓷刀具,在刚性良好的数控车床上进行,经济加工精度可达IT6~IT7级,表面粗糙度Ra值可稳定控制在0.8~1.6微米。切削速度通常设定在150~300米/分钟,进给量0.05~0.15毫米/转,切深0.1~0.3毫米。
2、精镗主要用于高精度孔的最终加工,尤其适用于直径大于50毫米的大孔或无法使用铰刀的非标孔。镗削可修正前道工序(如钻孔、扩孔)造成的孔轴线偏斜,提升孔的同轴度与圆柱度。精密镗削精度可达IT6级,圆度误差小于3微米,表面粗糙度Ra0.4~0.8微米。常采用双刃浮动镗刀或数控单刃镗杆,配合恒温车间环境以减少热变形影响。
3、两类工艺均要求工件装夹刚性高、主轴径向跳动小(一般≤0.005毫米),并需合理选择冷却润滑方式。水基切削液可有效控温,避免热膨胀导致尺寸超差。
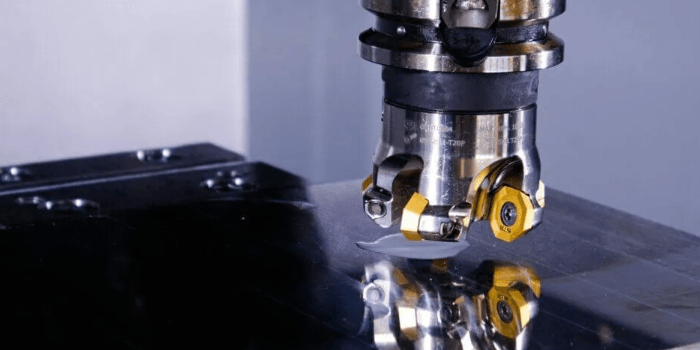
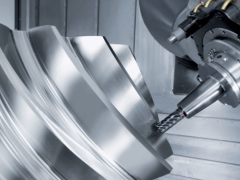
二、精密铣削与磨削:复杂轮廓与高硬度材料的成型利器
1、精密铣削借助高转速主轴(10000~40000转/分钟)与微进给系统,可高效加工平面、沟槽、曲面及三维型腔。采用整体硬质合金立铣刀或金刚石涂层刀具,配合五轴联动数控系统,可实现IT6~IT8级精度,表面粗糙度Ra0.8~3.2微米。在模具制造中,镜面铣削甚至可达到Ra0.2微米以下。
2、精密磨削利用砂轮作为切削工具,特别适用于淬火钢、硬质合金、陶瓷等高硬度材料的终加工。外圆磨、平面磨、无心磨等工艺可稳定获得IT5~IT6级精度,表面粗糙度Ra0.1~0.4微米。高速磨削(线速度≥60米/秒)与缓进给磨削技术进一步提升了效率与表面完整性。
3、两类工艺对机床动态刚性、热稳定性要求极高。精密磨床通常配备恒温油冷系统与隔振地基,以抑制振动与热漂移对微米级加工的影响。
三、研磨与抛光:亚微米级表面质量的终极保障
1、精密研磨通过工件与研具之间的相对运动,配合游离磨料(如氧化铝、碳化硅微粉)与研磨液,实现微量均匀材料去除。适用于平面、圆柱面、球面及齿轮齿面的超精密修整,可将表面粗糙度降至Ra0.025~0.1微米,平面度误差控制在1微米以内。
2、抛光则更侧重于表面微观峰谷的平滑处理,常用方法包括机械抛光、化学机械抛光(CMP)及磁流变抛光。在光学镜片、半导体晶圆及精密密封件制造中,抛光后表面粗糙度可低于Ra0.01微米,接近原子级平整度。
3、此类工艺加工效率较低,但能有效消除前序加工留下的变质层与残余应力,显著提升零件疲劳强度与密封性能。操作过程需严格控制压力、速度与磨料粒度配比。
四、特种精密加工:复杂结构与难加工材料的突破路径
1、电火花加工(EDM)利用脉冲放电蚀除金属,适用于导电材料的复杂型腔、窄缝及微细孔加工。其优势在于不受材料硬度限制,可加工淬火钢、高温合金等传统刀具难以切削的材料。加工精度可达±2微米,表面粗糙度Ra1.6~6.3微米,但存在重铸层问题,需后续去应力处理。
2、电解加工(ECM)基于阳极溶解原理,无机械力、无热影响区,适合加工薄壁、易变形或高韧性零件,如涡轮叶片、异形内腔等。加工表面无残余应力,粗糙度Ra0.8~3.2微米,但设备成本高、电解液管理复杂。
3、激光加工与超声波加工则在微孔、脆性材料(如玻璃、陶瓷)切割等领域展现独特优势。激光微加工精度可达10微米级,超声波钻孔可有效避免脆性断裂。
五、工艺选择的核心考量因素与协同策略
1、材料属性是首要判断依据。铝合金、铜合金等软材料优先选用高速精铣或精车;淬硬钢、硬质合金则依赖磨削或电加工;陶瓷、玻璃等非金属材料多采用超声或激光工艺。
2、几何特征决定工艺可行性。回转体首选车/镗,平面与槽类结构适合铣/磨,微细孔或复杂内腔则考虑电火花或电解加工。对于高深宽比结构,需评估刀具可达性与排屑能力。
3、精度与效率需平衡。高精度往往伴随低效率,实际生产中常采用“粗-半精-精”多工序组合。例如先铣后磨、先车后研,既保证最终质量,又控制综合成本。同时,环境温控、在线测量与刀具磨损补偿等辅助技术对维持长期精度稳定性至关重要。
以下是您可能还关注的问题与解答:
Q:精密加工中如何定义“高精度”?具体指标是什么?
A:按行业通用标准,精密加工指加工精度在1~0.1微米范围,表面粗糙度Ra值为0.1~0.01微米;超精密加工则精度优于0.1微米,Ra小于0.025微米。具体指标需结合工件功能要求,如轴承配合面通常要求IT5级,而光学反射面则关注纳米级表面起伏。
Q:为什么磨削比铣削更适合高硬度材料?
A:磨削使用高硬度磨粒(如刚玉、碳化硅、CBN)作为切削单元,每个磨粒相当于一把微型刀具,可有效切入硬度达HRC60以上的材料。而传统铣刀在高硬度材料中易发生快速磨损甚至崩刃,难以维持尺寸稳定性。
Q:电火花加工后的工件是否需要后续处理?
A:是的。电火花加工会在表面形成一层由熔融再凝固金属构成的重铸层,通常含有微裂纹与残余拉应力。对于承受交变载荷的关键零件(如航空发动机部件),需通过喷丸、研磨或化学蚀刻等方式去除该层,以提升疲劳寿命。
Q:如何选择研磨与抛光的适用场景?
A:当主要目标是提升尺寸精度与几何形状精度(如平面度、圆度)时,优先采用研磨;若重点在于改善表面光洁度、消除微观划痕以满足光学或密封要求,则应选择抛光。两者常串联使用,先研后抛以兼顾形位与表面质量。
精密机械加工并非单一工艺的孤立应用,而是多种技术手段在材料、结构、精度与效率约束下的系统集成。只有深入理解各类工艺的本质特性与适用边界,才能在实际工程中制定出科学、经济、可靠的加工方案,真正实现“设计即制造”的高质量交付目标。
点赞 0
反对 0
收藏 0