
2026-05-07 10:28
线切割工件有哪些技术要求?确保加工精度与质量的关键点
2026-05-14 10:5500
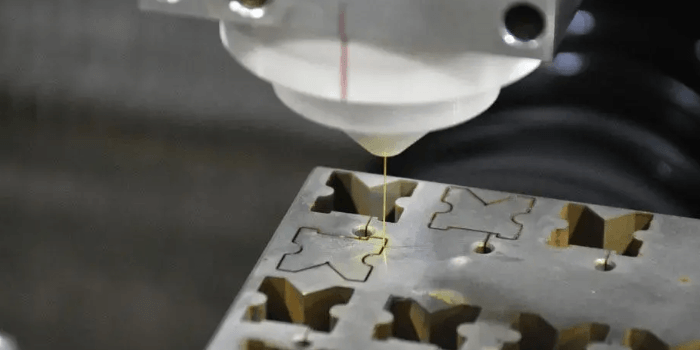
线切割加工作为一种高精度、非接触式的特种加工方法,广泛应用于模具制造、精密零件及复杂轮廓的成形。然而,要确保其加工精度与质量稳定,对工件本身及其工艺准备提出了多项明确的技术要求。本文将从材料选择、热处理控制、结构设计、穿丝孔设置、装夹校正及工艺参数匹配等关键维度,系统解析线切割工件的核心技术要求。
一、工件材料与热处理状态要求
1、线切割通常安排在工件淬火之后进行,以避免后续热处理引起的变形影响最终尺寸。因此,材料必须具备良好的淬透性与低变形倾向。推荐选用合金工具钢(如Cr12MoV、SKD11)或硬质合金,避免使用T8A、T10A等碳素工具钢——因其淬硬层浅,修磨后易导致硬度下降,影响模具寿命。
2、热处理工艺需规范执行,建议采用二次回火或球化退火,充分消除内应力。工件硬度宜控制在HRC58~60范围内,在保证耐磨性的同时减少脆性开裂风险。对于高精度量规或样板类零件,还需进行时效处理,进一步稳定组织。
3、毛坯优先采用锻造件而非铸件,因锻件组织致密、纤维流线连续,可显著降低线切割过程中的应力释放变形。
二、工件结构与穿丝孔设计规范
1、封闭型腔、内孔或凸模类零件必须预先加工穿丝孔。穿丝孔直径一般为Φ2~Φ8毫米:过小增加钻孔难度且不便穿丝;过大则增加钳工修整工作量。对于密集微孔阵列,可采用Φ0.3~Φ0.5毫米微孔,避免孔间干涉。
2、穿丝孔位置应与编程起始点严格对应,并选择在工件表面平坦、对使用性能影响小的区域。高精度工件严禁从坯料外缘直接切入,以防切口处应力突变导致变形或尺寸超差。
3、结构设计上应避免窄长悬臂、薄壁(<2mm)或高长宽比(>5:1)特征,此类结构在线切割中极易因应力失衡而弯曲。必要时可增设工艺筋或分段切割策略,保留连接桥直至精割完成。
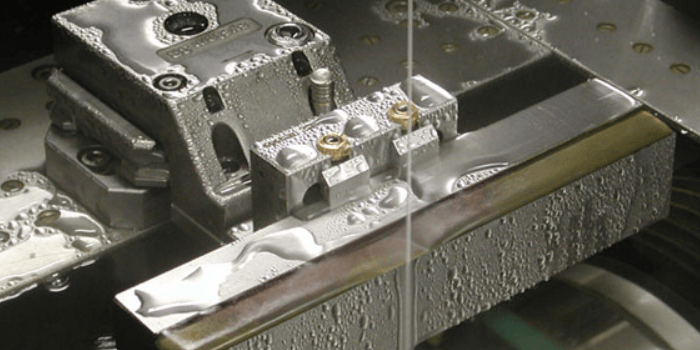
三、装夹定位与几何基准要求
1、工件装夹前须彻底清除底面毛刺、氧化皮及热处理残留物,确保与工作台或磁力吸盘完全贴合。夹紧力应均匀分布,薄壁件建议采用真空吸盘或辅助支撑块,防止弹性变形。
2、使用千分表校正工件上表面平行度,偏差应控制在0.01毫米/100毫米以内。对于多面加工零件,需建立统一的工艺基准,确保各工序坐标系一致,避免累积误差。
3、批量生产时推荐使用零点定位系统或专用夹具,实现重复定位精度≤0.005毫米,大幅提升效率与一致性。
四、加工精度与表面质量标准
1、依据国家标准GB/T 7926-2015《数控往复走丝电火花线切割机床 精度检验》,中走丝机床X/Y轴定位精度应≤0.01毫米,重复定位精度≤0.005毫米。实际生产中,稳定控制在±0.008毫米以内即属优良水平。
2、表面粗糙度要求与切割速度相关。按标准测试条件(12×12×40毫米样块,45°斜切,材料去除率>20 mm²/min),快走丝Ra≤2.5微米,中走丝Ra可达1.6~0.8微米,慢走丝可优于Ra0.4微米。高光洁度需求需配合多次切割与精细放电参数。
3、形位公差方面,平面度通常控制在0.005~0.02毫米/100毫米,垂直度≤0.01毫米/100毫米。慢走丝加工件常呈“腰鼓形”(中部凹进),快走丝则相反(中部凸出),工艺规划时需预留补偿量。
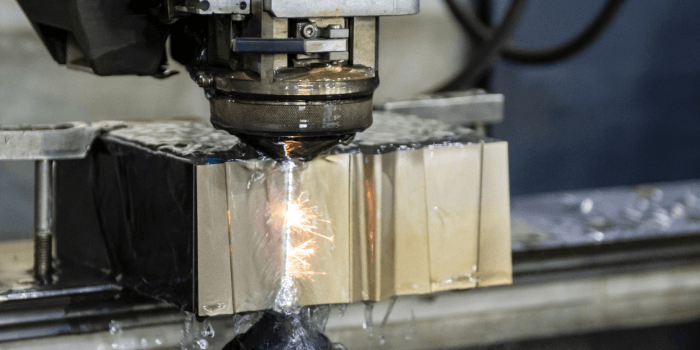
五、工艺路径与应急控制要点
1、切割路线应遵循“近夹持端起始、末端分离、暂停点靠支撑”原则。即将工件与夹持部分的最后割离段置于程序末尾,过程中保持工件始终与支撑架相连,最大限度抑制应力变形。
2、粗割阶段可采用大电流、高冲水压力提升效率;精割则需降低峰值电流、减小脉宽,并增加无火花修光行程(2~4次),以改善表面完整性。
3、建立断丝预警机制:当监测到加工电流异常波动或电压不稳时,系统应自动暂停并提示检查钼丝张力、导轮磨损及工作液清洁度,防止批量报废。
以下是您可能还关注的问题与解答:
Q:为什么线切割要在淬火后进行?
A:因线切割属冷加工,不产生机械应力。若先线切割再淬火,热处理变形会破坏已加工轮廓精度。故高精度模具均采用“淬火→线切割”流程。
Q:穿丝孔能否用线切割自己打?
A:不能。穿丝孔必须在上线切割前通过钻削、激光或电火花穿孔等方式预制,因线切割需电极丝穿过工件才能开始放电蚀除。
Q:工件变形了怎么办?
A:轻微变形可通过调整切割路径补偿;严重变形需分析原因(如材料应力未释放、装夹不当),返工前进行去应力退火,并优化后续工艺。
Q:快走丝和慢走丝精度差多少?
A:快走丝(钼丝往复)精度通常±0.01~0.02毫米,Ra1.6~3.2微米;慢走丝(单向黄铜丝)可达±0.002~0.005毫米,Ra0.2~0.8微米,但成本高、速度慢。
线切割工件的技术要求贯穿于材料、设计、工艺与检测全链条。只有系统把控每一环节,才能充分发挥该工艺“以柔克刚、精雕细琢”的优势,在复杂高硬零件制造中实现尺寸精准、表面光洁、形位稳定的高质量输出。
点赞 0
反对 0
收藏 0








