2026-06-24 10:46
线切割机床的选型指南,如何根据加工需求选择合适设备
2026-03-16 10:361940
很多刚入行的朋友在面临线切割机床选型时,往往会被市场上琳琅满目的型号和参数弄得眼花缭乱。其实,选设备就像咱们平时买工具一样,不是越贵越好,也不是功能越多越妙,关键得看你的活儿是什么,精度要求有多高,以及你打算长期加工什么材料。今天,我就把这一行几十年的经验总结出来,带你一步步理清思路,根据实际的加工需求锁定最适合你的那台线切割机床,避免花了冤枉钱还干不出好活。
一、先搞清楚你要切什么:加工材料与厚度的硬性指标
1、在动手选型号之前,你必须对自己工厂常做的工件心里有数。如果你主要加工的是硬质合金、淬火钢或者高温合金这类难切削材料,普通的高速走丝机床可能就无法满足效率和质量的双重需求,这时候你就需要考虑配置了高性能脉冲电源的中走丝甚至慢走丝设备。不同的材料对放电能量和电极丝的消耗有着截然不同的要求。
2、加工厚度是另一个决定性的参数。很多用户只关注最大切割厚度,却忽略了有效切割厚度下的精度保持能力。一般来说,当工件厚度超过300毫米时,电极丝的抖动会显著增加,导致垂直度和表面粗糙度下降。如果你的常态工件都在500毫米以上,那么必须选择带有大锥度切割功能、且Z轴行程足够、刚性极强的重型机型,普通的轻型机架在重负载下会发生微变形,直接影响尺寸精度。
3、还要考虑材料的导电性差异。对于半导体材料或某些特殊复合材料,需要机床具备特殊的电源波形控制能力,以调节单次脉冲能量和间隔时间,防止材料崩边或产生微裂纹。不要小看这一点,很多通用型机床在处理非标准金属材料时,往往因为电源适应性差而导致废品率居高不下。

二、精度与表面质量的博弈:快走丝、中走丝与慢走丝的技术分野
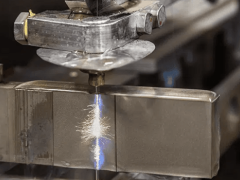
1、咱们常说的“快走丝”,也就是高速走丝电火花线切割机床,它的电极丝是往复运动的。这种结构的优点是成本低、运行费用少,但其加工精度通常控制在±0.02毫米以内,表面粗糙度Ra值一般在2.5微米左右。如果你的产品是模具的粗加工,或者对配合间隙要求不高的结构件,快走丝是性价比极高的选择。
2、中走丝机床是近年来国内市场的主流,它在快走丝的基础上增加了多次切割功能。通过第一次大能量切割留余量,第二次、第三次小能量修刀,可以将加工精度提升至±0.005毫米至±0.01毫米之间,表面粗糙度Ra值能达到1.0微米甚至更低。如果你需要做精密冲压模、塑胶模,且希望控制设备投入成本,具备多次切割技术的中走丝机床是目前最均衡的解决方案。
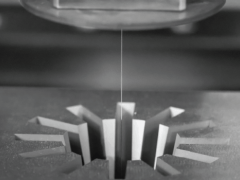
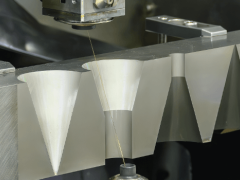
3、至于慢走丝机床,它采用单向走丝方式,电极丝一次性使用,避免了往复运动带来的振动误差。其加工精度可以轻松达到±0.002毫米,表面粗糙度Ra值可达0.2微米以下,甚至能实现镜面效果。对于高精度的硬质合金拉伸模、电子接插件模具以及航空零部件,慢走丝几乎是唯一的选择。但你要清楚,它的耗材成本和购买成本都是前三者的数倍,务必根据订单利润空间来权衡。
三、核心部件的考量:运丝系统、控制系统与电源性能
1、运丝系统的稳定性直接决定了切割面的条纹深浅和几何精度。在考察设备时,要重点关注储丝筒的动平衡性能和导轮组件的材质。优质的陶瓷导轮或硬质合金导轮,其跳动量应控制在0.003毫米以内,这样才能保证电极丝在高速运行中不产生高频颤振。如果导轮轴承精度不够,切出来的工件表面会有明显的黑白条纹,后续修刀也很难消除。
2、数控系统是机床的大脑。现在的先进系统不仅能实现复杂的图形编程,还具备专家数据库功能。好的控制系统能根据设定的材料和厚度,自动匹配最佳的电压、电流、脉宽和停机参数,大大降低了操作师傅的经验依赖度。你要确认系统是否支持断丝保护、断电记忆以及在线检测功能,这些细节在长时间无人值守加工时能帮你挽回巨大的损失。
3、脉冲电源的性能是切割效率和表面质量的核心。传统的晶体管电源在应对厚工件时效率较低,而现在的自适应电源技术可以实时检测间隙状态,将短路率和开路率控制在最佳范围,使切割速度提升20%以上同时降低电极丝损耗。在选型时,不妨让厂家现场演示不同参数下的切割效果,数据不会骗人。

四、自动化与辅助功能:提升生产效率的关键加分项
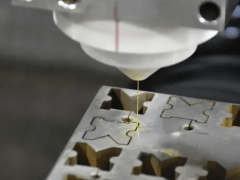
1、随着人工成本的上升,自动化功能不再是可有可无的点缀。自动穿丝功能对于多孔加工或小孔加工尤为重要,它能将穿孔和切割过程无缝连接,减少人工干预时间达80%以上。如果你的产品需要连续切割成百上千个孔,没有自动穿丝功能,工人的劳动强度将难以想象,且人为误差也会随之增加。
2、恒张力控制系统也是高端机型的标配。在切割过程中,随着电极丝的消耗和工件形状的变化,丝的张力会发生波动。恒张力装置能实时调整收丝力度,确保在整个切割路径上张力恒定,这对于保证大锥度切割的上下异型面精度至关重要,能有效防止因张力不均导致的工件锥度误差。
3、别忽略了工作液系统的重要性。高质量的过滤系统和恒温控制装置能延长工作液的使用寿命,并保持加工环境的稳定。工作液温度波动超过2摄氏度,就可能引起机床床身热变形,进而影响微米级的加工精度。特别是在夏季高温环境下,带有冷水机的工作液循环系统是保证全天候稳定加工的必需品。
五、综合成本分析:不仅看买入价,更要算全生命周期账
1、很多用户在选型时只盯着设备的报价单,却忽视了后期的运营成本。一台便宜的机床如果故障率高、备件昂贵、耗电量大,其三年的总拥有成本可能远高于一台初期投入稍高但稳定可靠的品牌机床。你需要计算电极丝的消耗率、工作液的更换频率以及易损件的更换周期,这些才是日常生产中的“隐形杀手”。
2、售后服务响应速度也是成本的一部分。线切割机床是高负荷运转设备,一旦停机,整个生产线都可能瘫痪。选择那些在当地有完善服务网点、能提供24小时技术支持的厂家,能在关键时刻帮你止损。有些小厂虽然价格低,但配件发货要等一周,这期间的产能损失可能都够买半台新机器了。
3、还要考虑设备的保值率和升级空间。技术迭代很快,具备模块化设计、软件可在线升级的机床,能更好地适应未来新的加工工艺需求,延长设备的服役寿命。在签订采购合同前,不妨多问问老用户的使用反馈,他们的真实体验往往比销售人员的承诺更有参考价值。

以下是您可能还关注的问题与解答:
Q:中走丝机床真的能替代慢走丝吗?
A:在大部分精密模具加工领域,高端中走丝通过多次切割确实能达到接近慢走丝的精度和光洁度,成本却只有慢走丝的三分之一。但在超精密、超大厚度或极硬材料的加工上,慢走丝的稳定性和极限性能依然具有不可替代的优势。
Q:选购线切割机床时,最大切割厚度是不是越大越好?
A:不是。最大切割厚度只是一个极限参数,实际生产中我们更关注“有效切割厚度”内的精度保持性。盲目追求大厚度会导致机床结构冗余、成本增加,且在加工薄工件时可能因为行程过长而影响动态响应速度。
Q:自动穿丝功能对小孔加工有多大帮助?
A:帮助巨大。对于直径小于0.5毫米的微孔,人工穿丝难度极大且极易断丝。自动穿丝功能利用高压水射流或机械引导,能快速准确地完成穿丝,将微孔加工效率提升数倍,并大幅降低断丝风险。
Q:如何判断一台线切割机床的精度是否达标?
A:不能只看厂家提供的检测报告,最好进行现场试切。使用标准量块或高精度样板,切割一个方形或圆形测试件,然后用三坐标测量仪检测其尺寸精度、垂直度和表面粗糙度,这是最直观且准确的验证方法。
选线切割机床是一门平衡的艺术,需要在精度、效率、成本和稳定性之间找到那个最佳的平衡点。希望能帮你擦亮眼睛,不再被各种营销术语迷惑,真正选到那台能为你创造最大价值的生产利器。如果在具体型号对比上还有疑问,欢迎来交流。
点赞 0
反对 0
收藏 0