2026-05-21 11:26
线切割后毛刺如何快速有效去除?常用工艺方法解析
2026-05-27 10:4200
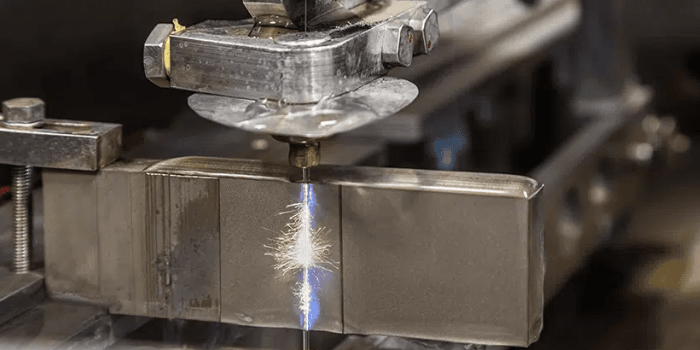
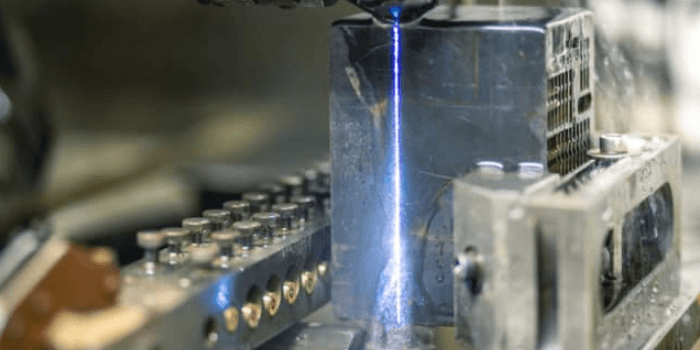
线切割作为电火花加工的一种典型工艺,广泛应用于模具制造、精密零件加工等领域。然而,由于放电蚀除过程的物理特性,工件在切割完成后常在入口、出口及拐角处形成微小毛刺或熔融再凝固层。这些毛刺虽尺寸微小,却可能影响装配精度、引发应力集中或造成表面划伤。针对线切割后毛刺的快速有效去除,需结合工件材质、结构复杂度、批量规模及精度要求,选择适配的工艺方法。以下从机理出发,系统解析常用去毛刺技术及其适用场景。
一、线切割毛刺形成机理与特征
1、线切割毛刺主要源于放电通道中金属材料的瞬时熔化与汽化,随后在冷却液冲刷下部分熔融金属未能完全排出,附着于切缝边缘重新凝固形成凸起。此类毛刺多呈瘤状或飞边状,硬度高于基体,常见于工件上下表面及内角区域。
2、慢走丝线切割因采用去离子水作为工作介质且多次精修,毛刺高度通常控制在0.01毫米以内;而快走丝或中走丝因钼丝往复使用、工作液过滤不充分,毛刺高度可达0.03至0.05毫米,且分布不均。
3、材料因素显著影响毛刺形态,高韧性合金钢、不锈钢等易产生延展性毛刺,而铸铁、铝合金则多形成脆性碎屑,前者更难通过机械方式彻底清除。
二、手工及机械辅助去毛刺法
1、人工去毛刺适用于单件小批量或结构复杂工件,常用工具包括细齿锉刀、油石、气动磨笔及专用去毛刺刀。操作时需沿切缝方向轻刮,避免损伤已加工面,效率较低但成本低廉,适合毛刺高度小于0.05毫米的场合。
2、振动研磨通过将工件与磨料(如陶瓷三角棒、棕刚玉颗粒)置于振动槽内,利用高频振动实现边角倒圆与毛刺去除。典型参数为振幅3至6毫米、频率20至30赫兹,处理时间15至60分钟,适用于小型冲压件或标准模具镶件批量处理。
3、喷砂去毛刺采用压缩空气驱动氧化铝或玻璃珠高速冲击工件表面,可同步完成清洁与钝化。喷嘴压力控制在0.3至0.6兆帕,喷射角度45度,对薄壁件需谨慎防止变形。
三、磁力研磨去毛刺技术
1、磁力抛光机利用旋转磁场驱动不锈钢针状磨料在含水介质中高频翻滚,对工件内孔、交叉孔及微细结构实现无死角研磨。该方法特别适合线切割后带深槽或窄缝的精密零件,如注塑模顶针孔、液压阀块流道。
2、工艺参数包括转速800至1500转/分钟、处理时间10至30分钟、磨料直径0.5至1.2毫米。处理后表面粗糙度可改善1至2级(如Ra1.6降至Ra0.8),且不改变原有尺寸精度。
3、设备运行无需化学药剂,仅需清水与少量防锈剂,符合绿色制造要求,但对大型工件或厚板切割件覆盖能力有限。
四、电解去毛刺(ECD)工艺
1、电解去毛刺基于电化学阳极溶解原理,将工件接正极,专用阴极工具靠近毛刺区域,在中性盐溶液(如硝酸钠)中通以脉冲电流。因毛刺处电流密度高,优先溶解,实现选择性去除。
2、典型工艺参数:电压12至24伏、电流密度20至50安/平方分米、处理时间5至30秒。适用于齿轮齿根、油路孔口等难以机械接触部位,去毛刺效率高且不产生二次应力。
3、需注意电解后工件表面会轻微失光,须进行中和清洗与防锈处理。该方法对导电金属有效,不适用于非金属或复合材料。
五、热能与超声波辅助去毛刺
1、热能去毛刺(TEM)在密闭腔体内引入可燃气体混合物,瞬间点燃产生高温高压冲击波,使毛刺在毫秒级时间内氧化烧蚀。适用于大批量高价值零件如航空发动机支架、安全气囊壳体,但设备投资较高。
2、超声波去毛刺利用高频振动(20至40千赫兹)带动磨料悬浮液冲击工件表面,对微米级毛刺有良好去除效果,常用于医疗器械、半导体夹具等超精密领域。
3、两类方法均需专用设备支持,适合自动化产线集成,单次处理成本随批量增大显著降低。
以下是您可能还关注的问题与解答:
Q:线切割后能否通过优化加工参数减少毛刺?
A:可以。采用多刀切割策略(如粗切留0.1毫米余量,再两次精修)、降低最后一刀进给速度(建议≤0.05毫米/秒)、使用高纯度去离子水(电阻率≥10兆欧·厘米)及定期更换电极丝,可有效抑制毛刺生成。
Q:哪种去毛刺方法对尺寸精度影响最小?
A:磁力研磨与电解去毛刺对宏观尺寸影响极小,通常控制在±0.005毫米以内,适合高精度配合面处理;而喷砂或振动研磨可能引起微米级边缘倒圆,需在工艺设计阶段预留补偿量。
Q:不锈钢线切割件推荐哪种去毛刺方式?
A:不锈钢因高韧性易形成顽固毛刺,建议优先采用电解去毛刺或磁力研磨;若为简单外形,也可用细粒度油石手工修整,避免使用碳钢磨料以防铁污染。
Q:去毛刺后是否需要额外检测?
A:对于关键功能件(如密封面、滑动配合面),建议使用光学轮廓仪或触针式粗糙度仪抽检毛刺残留高度,确保其低于设计允许值(通常≤0.01毫米)。
线切割毛刺的去除并非单一工艺可通解,需根据工件特性、生产节拍与成本约束综合选择。在实际应用中,常采用“源头抑制+末端处理”组合策略:前端优化切割参数降低毛刺生成量,后端匹配高效去毛刺工艺保障表面质量。建立标准化去毛刺作业指导书,并纳入质量控制点,是提升线切割整体交付品质的关键环节。
点赞 0
反对 0
收藏 0