品牌专区
售前咨询:0769-22186189


机床主轴可在正转的同时进行高速攻丝。
可减少正反转时的机床负荷和损耗时间。
*喷油嘴(另售品)的角度可调,不同长度的丝锥均可充分给油。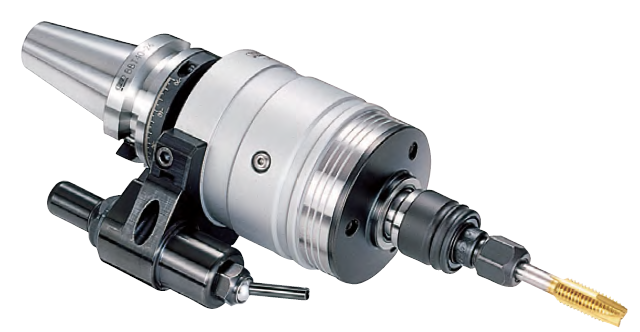
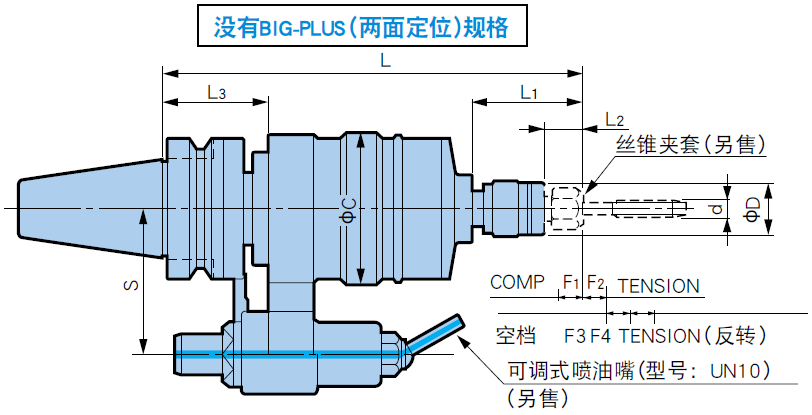
| BT基础柄 型号 | 攻丝范围 d | φD | φC | L | L1 | L2 | L3 | F1 | F2 | F3 | F4 | S | 丝锥夹套 | 最高转速 (min-1) | 质量 (kg) |
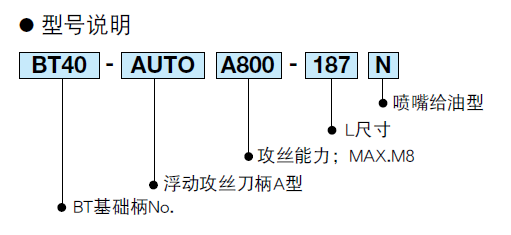
| BT40-AUTO-A 800-187N | M3 ~ M 8 | 25.5 | 68 | 187 | 48 | 17 | 47 | 0.5 | 5.5 | 1.5 | 9.5 | 65 | TC 8-d | 2,500 | 4 |
| -AUTO-A1200-213N | M4 ~ M12 | 32 | 81 | 213 | 64.5 | 30 | 46 | 8 | 11.5 | TC12-d | 2,000 | 6 | |||
| BT50-AUTO-A 800-201N | M3 ~ M 8 | 25.5 | 68 | 201 | 48 | 17 | 61 | 0.5 | 5.5 | 1.5 | 9.5 | 80 | TC 8-d | 2,500 | 7 |
| -AUTO-A1200-227N | M4 ~ M12 | 32 | 81 | 227 | 64.5 | 30 | 8 | 11.5 | TC12-d | 2,000 | 8.5 | ||||
| -AUTO-A2000-255N | M8 ~ M20 | 44 | 93 | 255 | 74 | 25 | 9 | TC20-d | 1,000 | 11 |
1.安装至机床上时需使用定位块。定位块请另行订购。
2.不附带丝锥夹套,请另行订购。
3.不适用于左旋螺纹攻丝。
4.也可通过机床的暂停功能(固定循环:G89)进行攻丝,但建议通过可延长攻丝刀柄寿命的镗孔循环(G85) 进行使用。
5.表中的F2为至空档的拉伸量。
6.R点(接近量)请设为工件上方15mm以上的位置。
7.使用镗孔循环(G85)情况下,丝锥在机床从前进变为后退时,会比规定的进给量多前进一点,因此对攻丝深度有精度要求时请先进行试加工。

品牌:BIG(大昭和)
型号:AUTO-A