2025-12-25 10:14
什么是先端切削丝锥?了解其设计特点与应用场景
2025-06-17 09:497520
在螺纹加工领域,丝锥种类繁多,各有千秋。先端切削丝锥以其独特的切削方式和结构设计,在特定应用场景下展现出显著优势。今天,我们就来深入了解一下什么是先端切削丝锥,看看它的设计特点和应用场景。
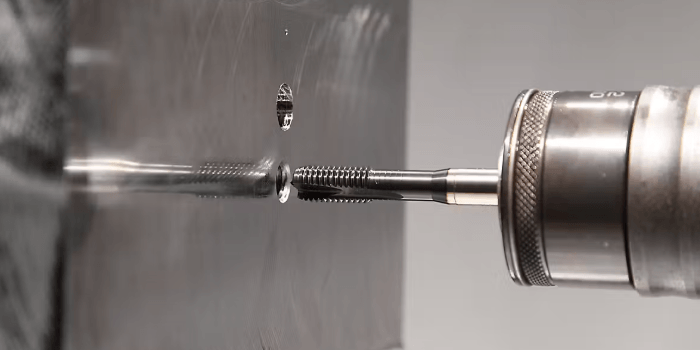
一、先端切削丝锥的工作原理:切削式攻丝,排屑更顺畅
1、与挤压式攻丝不同,先端切削丝锥采用切削式攻丝,通过切削金属材料来形成螺纹。
2、就像用一把小刀在材料上刻出螺纹一样。这种切削方式尤其适用于难加工材料,例如不锈钢、合金钢等。
3、因为切削下来的金属碎屑会沿着丝锥的槽排出,所以排屑更加顺畅,不易堵塞,从而避免了螺纹精度下降和丝锥断裂等问题。
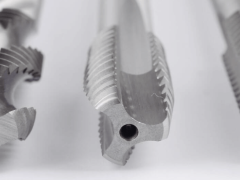
二、先端切削丝锥的设计特点:独特的先端结构,提高切削效率
1、先端切削丝锥最大的特点就在于它的先端结构。丝锥的前端有一段特殊的切削刃,用于切削金属材料。这段切削刃的设计非常关键,它直接影响到丝锥的切削效率和螺纹质量。
2、通常来说,先端切削丝锥的切削刃角度、形状和数量都会根据不同的被加工材料和螺纹规格进行优化设计,以达到最佳的切削效果。
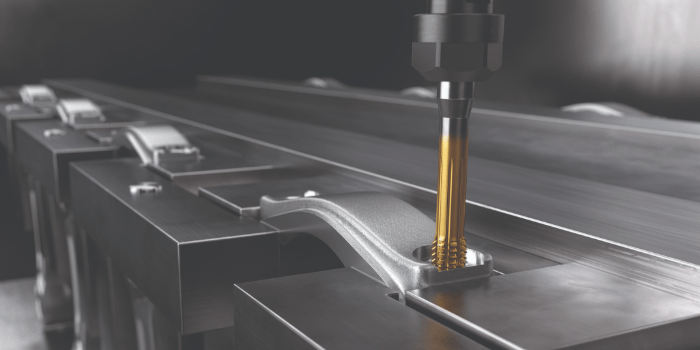
三、先端切削丝锥的应用场景:适用于难加工材料和高精度螺纹加工
1、由于其独特的切削方式和结构设计,先端切削丝锥特别适用于难加工材料的螺纹加工,例如不锈钢、合金钢、钛合金等。这些材料硬度高、韧性强,用普通的挤压丝锥很难加工出高质量的螺纹。
2、此外,先端切削丝锥也适用于高精度螺纹的加工。由于切削式攻丝可以更精确地控制螺纹的尺寸和形状,因此可以获得更高的螺纹精度。
四、先端切削丝锥的种类:不同槽型,应对不同加工需求
1、先端切削丝锥也分为不同的种类,主要区别在于它们的槽型。常见的槽型有直槽、螺旋槽和复合槽等。
2、直槽丝锥结构简单,价格低廉,适用于普通材料的螺纹加工。螺旋槽丝锥排屑性能好,适用于难加工材料的螺纹加工。复合槽丝锥结合了直槽和螺旋槽的优点,具有更高的切削效率和螺纹质量。
五、先端切削丝锥的使用注意事项:选择合适的切削参数,延长丝锥寿命
1、在使用先端切削丝锥时,需要注意选择合适的切削参数,例如切削速度、进给量等。切削速度过高或过低都会影响螺纹质量和丝锥寿命。
2、进给量过大容易导致丝锥断裂,进给量过小则会降低切削效率。因此,需要根据具体的加工情况选择合适的切削参数。

以下是您可能还关注的问题与解答:
Q:先端切削丝锥和挤压丝锥如何选择?
A:对于普通材料,可以选择挤压丝锥;对于难加工材料或高精度螺纹,建议选择先端切削丝锥。
Q:先端切削丝锥的寿命如何?
A:先端切削丝锥的寿命取决于多种因素,例如被加工材料、切削参数、丝锥材质等。一般来说,合理使用可以获得较长的寿命。
Q:先端切削丝锥需要使用切削液吗?
A:是的,使用切削液可以提高切削效率、降低切削温度、延长丝锥寿命。
先端切削丝锥是一种高效的螺纹加工工具,其独特的切削方式和结构设计使其在难加工材料和高精度螺纹加工领域具有显著优势。希望大家对先端切削丝锥有了更全面的认识,能够更好地选择和使用它。
点赞 0
反对 0
收藏 0