2025-12-25 10:14
什么是螺旋丝锥?详解其特点及在加工中的应用优势
2025-02-13 10:2515650
螺旋丝锥是一种常用的切削工具,其独特的螺旋槽设计使其在加工通孔和盲孔螺纹时具有显著优势。本文将详细介绍螺旋丝锥的定义、特点及其在实际加工中的应用优势,并解答一些常见问题。
一、什么是螺旋丝锥?
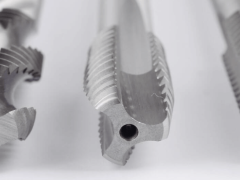
1、螺旋丝锥,简单来说,就是在普通丝锥的基础上,增加了螺旋形的排屑槽。这种独特的结构设计,使得它在切削螺纹时,切屑可以沿着螺旋槽顺利排出,避免切屑堵塞,从而提高加工效率和螺纹质量。
2、螺旋丝锥的种类有很多,按照螺旋方向可以分为右旋螺旋丝锥和左旋螺旋丝锥。右旋螺旋丝锥的螺旋槽方向与螺纹旋进方向相反,适用于加工通孔螺纹;而左旋螺旋丝锥的螺旋槽方向与螺纹旋进方向相同,适用于加工盲孔螺纹,可以有效地将切屑排出孔外。
3、螺旋丝锥的螺旋角也是一个重要的参数。螺旋角的大小会影响排屑的效果。一般来说,螺旋角越大,排屑越顺畅,适用于加工较深的盲孔;螺旋角越小,排屑力越小,适用于加工通孔或较浅的盲孔。

二、螺旋丝锥的特点
1、排屑顺畅:这是螺旋丝锥最显著的特点。螺旋槽的设计,可以有效引导切屑向上或向下排出,避免切屑堵塞,从而提高加工效率和螺纹质量,尤其在加工深孔螺纹时优势明显。
2、适用范围广:螺旋丝锥可以加工各种材料,例如钢、铸铁、铝合金、铜合金等,并且可以加工不同规格的螺纹。
3、使用寿命长:由于排屑顺畅,减少了切屑与丝锥的摩擦,因此螺旋丝锥的使用寿命相对较长。
三、螺旋丝锥在加工中的应用优势
1、提高加工效率:由于排屑顺畅,减少了切削阻力,因此可以提高加工效率,缩短加工时间。
2、提高螺纹质量:避免了切屑堵塞,可以获得更高精度和光洁度的螺纹表面。
3、降低加工成本:由于使用寿命长,可以降低刀具的更换频率,从而降低加工成本。

四、螺旋丝锥的选用
1、根据被加工材料的硬度和韧性选择不同材质的螺旋丝锥。例如,加工高硬度材料时,可以选择硬质合金材质的螺旋丝锥。
2、根据被加工孔的类型选择不同螺旋方向的螺旋丝锥。加工通孔选择右旋,加工盲孔选择左旋。
3、根据被加工孔的深度选择不同螺旋角的螺旋丝锥。深孔选择大螺旋角,浅孔选择小螺旋角。
五、螺旋丝锥的使用注意事项
1、使用前要检查丝锥是否有损坏,并确保机床的精度和稳定性。
2、使用过程中要保持切削液的充足供应,以降低切削温度和减少刀具磨损。
3、加工完成后要及时清理丝锥上的切屑,并妥善保管。

以下是您可能还关注的问题与解答:
Q:如何判断螺旋丝锥的质量好坏?
A:可以通过观察丝锥的表面光洁度、螺旋槽的均匀性、刃口的锋利程度等方面来判断。也可以选择知名品牌的螺旋丝锥,质量更有保障。
Q:螺旋丝锥的加工参数如何选择?
A:需要根据被加工材料、孔径、螺距等因素选择合适的切削速度、进给量和切削深度。可以参考相关的切削用量手册或咨询专业的技术人员。
Q:螺旋丝锥断裂的原因有哪些?
A:常见的原因有:切削参数选择不当、切削液不足、丝锥质量问题、机床精度不足等。
螺旋丝锥凭借其独特的螺旋排屑槽设计,在加工通孔和盲孔螺纹时展现出显著的优势,能够有效提高加工效率、提升螺纹质量并降低加工成本。希望通过本文的介绍,大家对螺旋丝锥有了更深入的了解。
点赞 0
反对 0
收藏 0