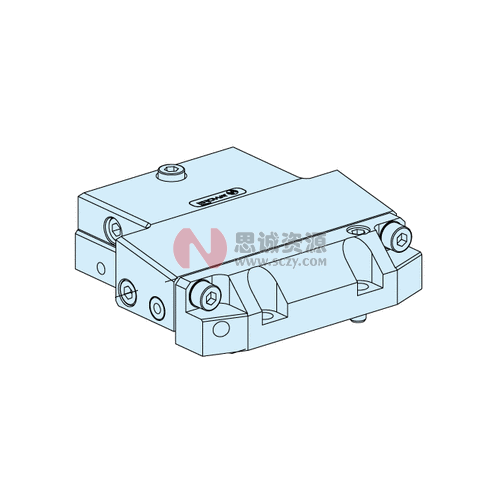
从外侧夹持,适用于精加工过的电极或小型工件,精密V型夹头,用以夹持底面已加工的电极。
EROWA夹具V型块夹头防锈型ER-008458ER-008458 V型块夹头,防锈型
规格:棱体支撑面磨削, 距中心10 mm +/- 0.005 mm。
应用:从外侧夹持,适用于精加工过的电极或小型工件。

ER-008458 V-block holder stainlessVersion:Prism ground bearing surfaces 10 mm +/– 0.005 mm from the center.
Application:Clamping from outside, precision machined electrodes or small workpieces.
 产品包装清单
产品包装清单1 x 带夹紧螺丝与拉钉的V型夹头。
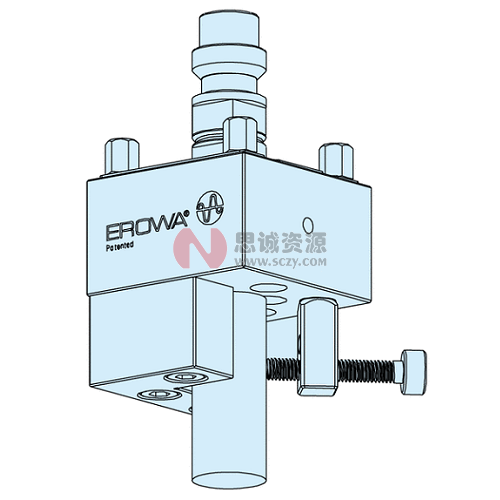
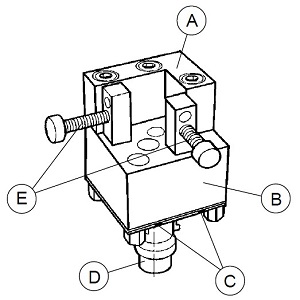 部件描述
部件描述精密V型夹头,用以夹持底面已加工的电极
A) V型挡块
B) 底板
C) 基准标记
D) 拉钉F/A
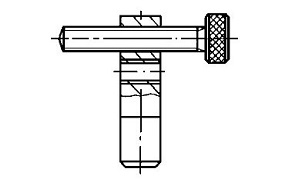
E) 夹持螺丝
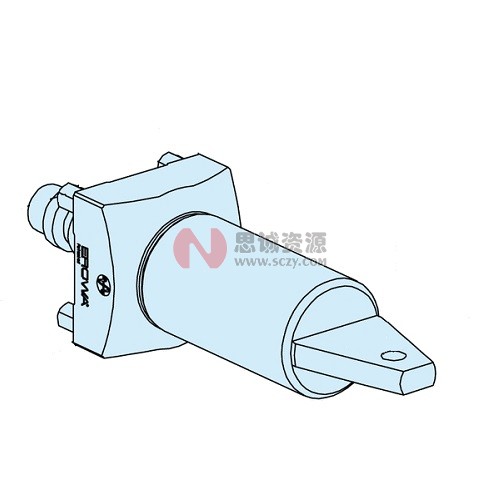
 安装
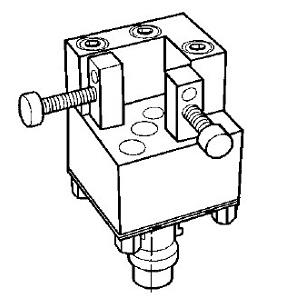
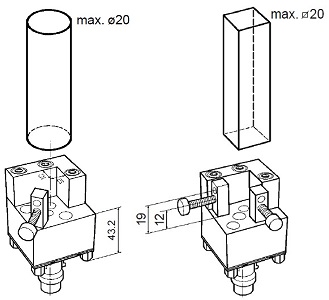
安装1、用滚花螺丝夹紧电极,插入型螺丝夹头适于所有直径可达20mm的电极棒。
夹持圆形电极及棒料,可只用一个螺栓。
2、长方形或正方形电极及直径达20x20mm的两个螺栓夹持。
滚花螺栓高度可从12mm至19mm。
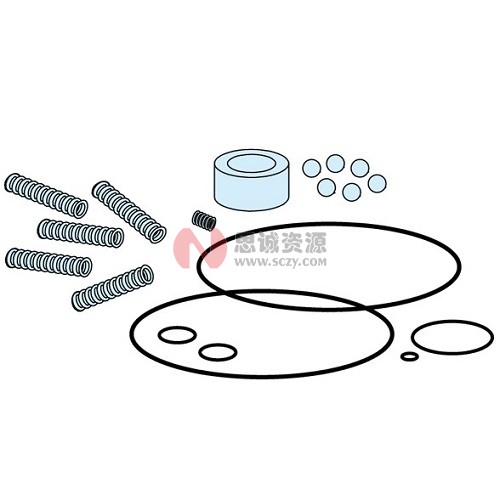
 备件
备件ER-010100防锈夹紧螺栓
请向您区域的EROWA代理商思诚机电科技有限公司咨询
维护保养 1、大部分EROWA工具系统都是由硬质和防腐蚀钢材制造的。当使用在线切割机床上时,为了保持产品的防腐蚀性能,请务必遵守下列维护保养说明。
2、由于电流的传导作用,要确保导轨和工件载体之间稳固接触。和机床台面之间的稳固接触也是必须的;这将通过合适的电缆连接得以保证。请参照机床操作说明书。
3、特别需要注意水的传导性。错误的传导性能不仅会影响您线切割机床的加工性能,而且会破坏工夹具的防腐蚀性能。请确认传导值在5mS至20mS之间。电介质的pH值不要低于5.5 ;理想值可达7。请同时参照机床操作
4、为了保持工夹具的工作性能和防腐蚀性,请必须每周一次清除工夹具各零部件上的放电残渣
5、若工夹具用于多班次加工使用,工夹具的清洗和保养工作,应在线切割机床的导丝操作间隙进行。