
品牌专区
售前咨询:0769-22186189


依靠5轴联动、 多面加工,
实现大型复杂形状零部件完美加工的大型5轴联动卧式加工中心。
高级设计、起动
人与机床完美结合的新形式。
不愧于“高级称号的设计诞生了。

依靠5轴加工提高大型复杂形状零部件的生产率
依靠5轴联动、分度加工,节省了准备时间、实现一次装卡加工。 通过缩短生产周期提高生产率。
·内置主轴 :1,071N·m
.齿轮主轴(低速) :1,920N·m(特殊规格)
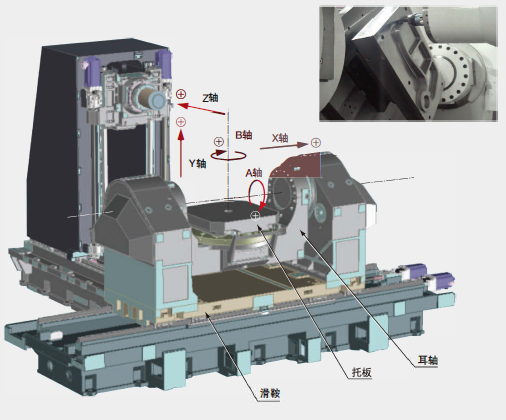
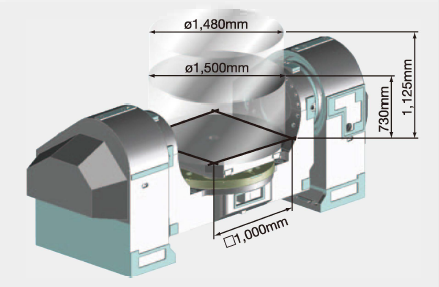
超大的动作范围,实现大型零部件的加工
.最大加工范围 01,500xh1, 125mm
.托板尺寸 1,000x1,OOOmm
轴行程 X: 1,550mm
Y: 1,600mm
z: 1,650mm
优异的机械结构
.抗弯曲、 抗扭曲的最完善的加强筋结构
· 动作顺畅、 强大的高精度轴驱动eX·Y·Z轴使用高精度双滚珠丝杠
eA·B轴使用双电机驱动
· 控制热位移实现高精度加工
eX•Y·Z轴滚珠丝杠冷却、电机座冷却eA•B轴驱动单元冷却
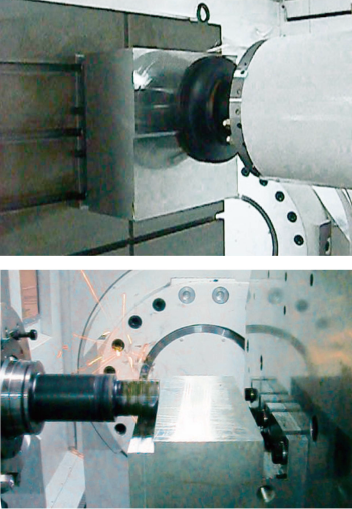
I加工能力(切削材料S45C)
齿轮主轴4,500min-1VAC40/30kW (15分/连续)[特殊规格]
φ250正面铣刀10刃(金属陶瓷) 切削量1,000cm3/min
· 切削速度:230m/min
· 切削宽度x切削深度:175x6mm
· 进给速度:953mm/min
φ63立铣侧面加工4刃(硬质合金)切削量602cm3/min
· 主轴转速:1,415minmin-1
· 切削宽度x切削深度:10x 35mm
· 进给速度:1,720mm/min
φ50立铣槽加工3刃(硬质合金)切削量700cm3/min
· 切削速度:280m/min
· 切削宽度x切削深度:50x 10mm
· 进给速度:1,400mm/minn
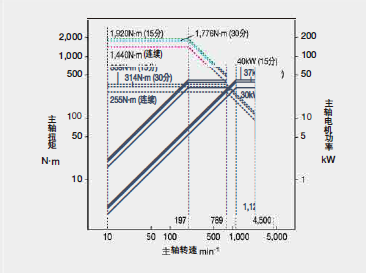
高扭矩主轴1,071N•m(内置主轴)、1,920N•m(齿轮主轴)
内置主轴(标准规格)
· 主轴转速 6,000min-1
· 最大功率 VAC45/37kW (20分/连续)
· 最大扭矩 1,071/637N·m (3分/连续)
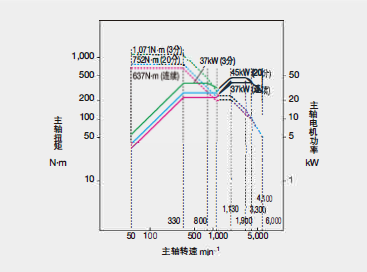
·主轴转速4,500min-1
·最大功率VAC40/30kW (15分/连续)
·最大扭矩1,920/1,440N·m (15分/连续)
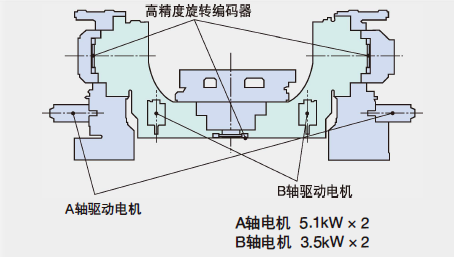
支撑大型零部件高速、 高精度加工的耳轴工作台
高速、高精度耳轴工作台
· A·B轴使用反应度高、动作迅速的双电机驱动
· A轴旋转速度12min-1
· B轴旋转速度20min-1

.旋转范围
· B轴(托板旋转)360°
1 通过良好的可操作性提高生产率
在5轴加工中, 不会对工件产生 过多干涉的简单的主轴形状


APC设有方便安装工件、清扫切屑等的踏台

利用先进技术实现高精度5轴加工
环境热位移控制(特殊规格) TAS-C 热动态稳定结构
“环境热位移控制功能TAS-C“ 依据机床的热位移特性, 利用布置恰当 的传感器所捕获的温度信息和进给轴的位置信息, 推测根据环境温度变化而产生的机床构件的热位移, 并将其准确制御。
主轴热位移控制(特殊规格) TAS-S 热动态稳定主轴
“主轴热位移控制功能TAS-S",考虑到了包括主轴的温度情况、 主轴 旋转/主轴转速变更/主轴停止等各种各样状态的变化。 即使转速频繁发生变化也能准确地控制主轴的热位移。
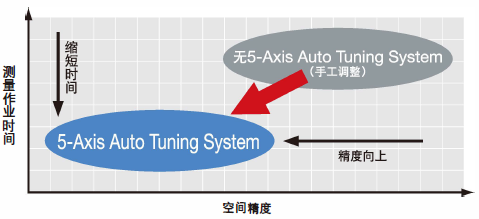
进一步提高5轴加工精度的5-Axis Auto Tuning System (特殊规格)
旋转轴中心偏差等 '几何误差对千5轴加工精度影响极大。
5-Axis Auto Tuning System利用接触探测器与标准球测量 '几何误 差, 并按照测量结果进行补正控制, 从而调谐5轴机床的运动精度。由此提高5轴加工精度。

以往的手工测量旋转中心既麻烦, 又浪费时间, 5-AxisAuto
Tuning System通过机床自行测呈, 任何人都可以在短时间内进 行稳定精度的测量。 同时, 调谐结果适用千自动/手动/MDI运转、刀具尖端点控制接通/关闭, 因此, 可以采用与以往相同的操作进 行准备、加工。
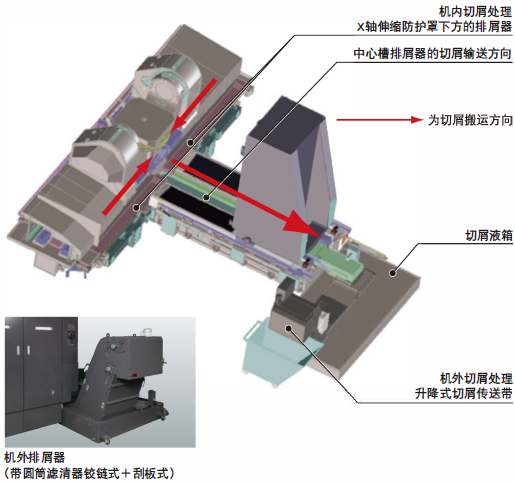
.通过中心槽和安装在X轴伸缩防护罩下方的较链式排屑器, 实现了切屑的顺利排出。
.护罩使得切屑不堆积保持加工室内清洁。
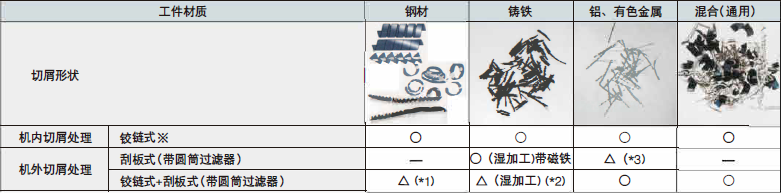
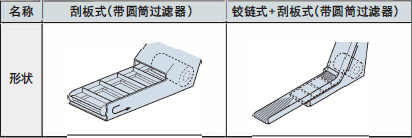
.排屑器排荐规格
.机外切屑处理(升降式传送带)的代表型式
1 刀具自动交换装置(ATC)矩阵式刀库
.标准配置采用高速动作、节省空间、节能驱动的矩阵刀库方式
· 刀具准备时间 最短18秒
.机械宽度缩短
.规格变更简易化(通过增减储存架数噩对应刀具数呈的变更)
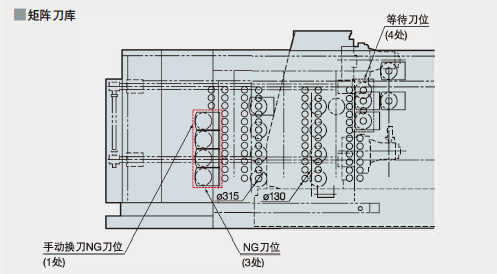

刀具可容纳数量 81把(标准)
刀具尺寸最大直径(有邻接)0130(可容纳81把刀)
最大长度 600mm
最大质量 30kg
质量矩 37N·m(距量规线)
灵活的托板交换
双面并置型APC(标准) 6面APC(特殊规格)

标准规格
| 项目 | 单位 | MU-10000H | |
| 行程 | X轴行程(工作台左右) | mm | 1,550 |
| Y 轴行程(主轴头上下 ) | mm | 1,600 | |
| Z轴行程(立柱前后) | mm | 1,650 | |
| A 轴(耳轴旋转) | 度 | +25~-115 | |
| B 轴(托板旋转) | 度 | ±360 | |
| 从托板表面(中心线
) 到主轴中心线的距离 |
mm | A 轴= 0°:-4 75 ~ + 1, 125、 A 轴= -goo:--610-+990 |
|
| 从托板中心线(表面
) 主轴端面的距离 |
mm | A车由= 0°:40 -1,690、 A 轴= -90°:175 ~ 1,825 |
|
| 工作台 | 工作台 尺寸 | mm | 巳1,000 |
| 最大工件 尺寸 | kg | 2,500 | |
| 最大承载重量 | min -1 | 01,500 x H 1, 125(标准托板) | |
| 主轴 | 主轴转速 | min -1 | 50 -6,000 [10 to 4,500(齿轮主轴)] |
| 锥孔 | 7/24 锥孔 No. 50 | ||
| 轴承内径 | mm | 0100 [0110(齿轮主轴)] | |
| 进给速度 | 快速进给速度 | m/min | X·Y·Z:42 |
| 度/min | A: 4,320、 B:7,200 | ||
| 快速进给速度 | mm/min | X · Y · Z: 1 -42,000 | |
| 度/min | A: 4,320、 B:7,200 | ||
| 电机 | 主轴电机 | kW | 45/37 (20 分/连续)[40/37 /30 (15/30 分/连续)(齿轮主轴)] |
| 进给轴电机 | kW | X · Z: 5.2 x 2、 Y:5.1 x2、 A:5.1 x 2、B:3.5 x 2 | |
| ATC | 刀库容量 | 把 | 81 [129、 177] |
| 刀柄型式 | MAS BT50 [CAT 50、 DIN 50、 HSK-A100、 HSK-A125]米6,000min士不可选用HSK-A125 | ||
| 拉钉形状 | MAS2型 [MAS1、 CAT、特殊CAT、 DIN 、 JIS] | ||
| 刀具最大直径(有邻接刀具时) | mm | φ130 | |
| 刀具最大直径(无邻接刀具时) | mm | φ315 | |
| 刀具最大长度 | mm | 600 | |
| 刀具最大重量 | kg | 30 | |
| 刀具最大力矩 | N·m | 37 | |
| 刀具选择方式 | 固有地址方式 | ||
| 托板数 | 面 | 2 [6] | |
| 托板更换方式 | 双面并置型 | ||
| 高度 | mm | 3,580 | |
| 占地尺寸 宽x长 | mm | 6,880 X 10,830 (81把刀刀库)[12,385 (177把刀刀库)] | |
| 重量 | kg | 57,000 | |
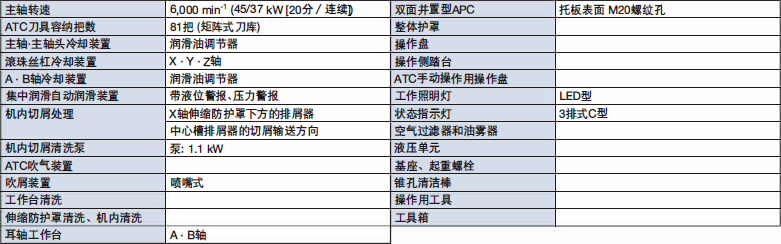
.标准规格
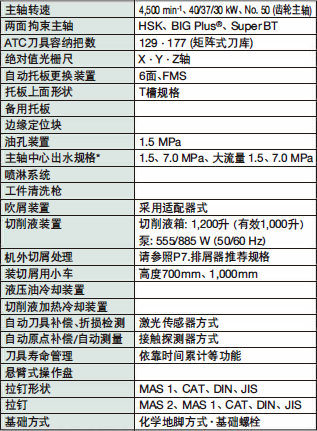
.特殊规格

型号:Slideway Care Spray

型号:Ejector Pin Spray

型号:Rust Guard Spray (Green, Clear)

型号:Rust Guard Premium Spray
品牌:比尔(KORNICHE)
型号:Rust Guard Premium Spray






