
品牌专区
售前咨询:0769-22186189


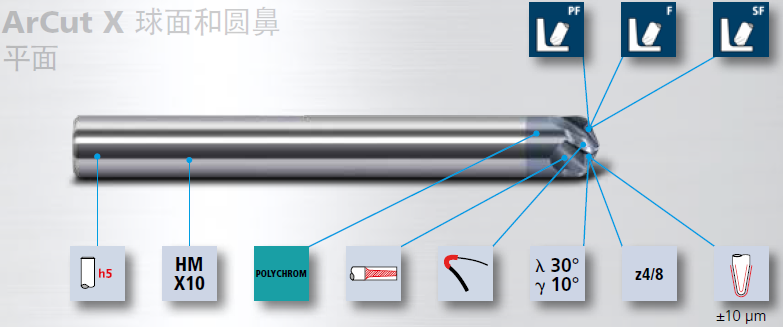
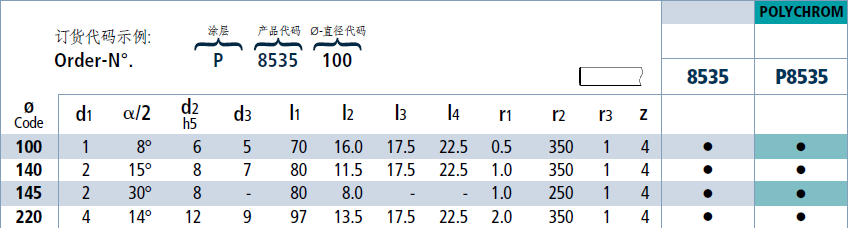
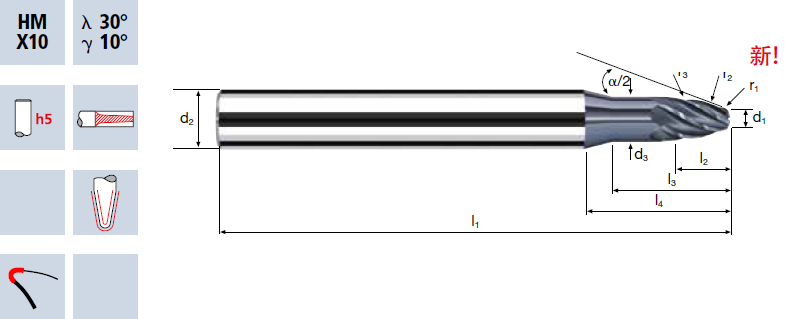
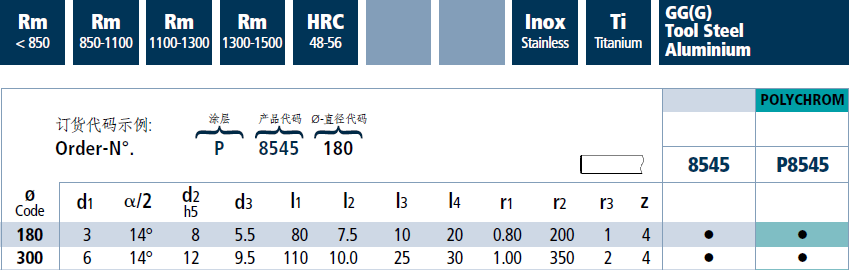
ArCut X 球刀
精加工陡峭面和圆角处
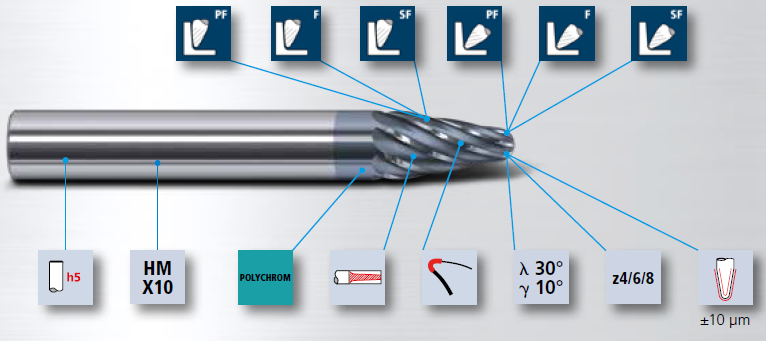
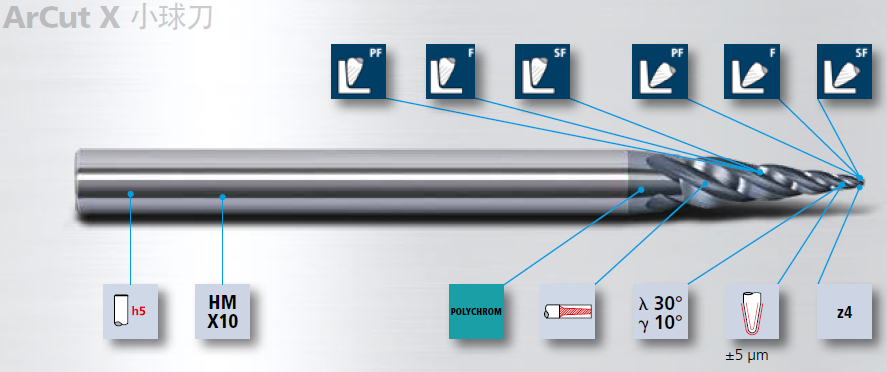

半精加工:陡峭面
• 用刀具大圆弧面半精加工侧面(平直表面和自由面)
• 用小于40°锥角的ArCut X铣刀加工
• 采用平行于工件面滚切方式加工

超精加工:陡峭面
• 用刀具大圆弧面半精加工侧面(平直表面和自由面)
• 用小于40°锥角的ArCut X铣刀加工
• 采用平行于工件面滚切方式加工

超精加工:陡峭面
• 用刀具大圆弧面半精加工侧面(平直表面和自由面)
• 用小于40°锥角的ArCut X铣刀加工
• 采用平行于工件面滚切方式加工

高速半精加工:圆角区域
• 用刀具球头面半精加工圆角区域(凸和凹)
• 用ArCut X铣刀球头面高速铣削
• 采用平行于工件面高速铣削方式加工

高速精加工:圆角区域
• 用刀具球头面精加工圆角区域(凸和凹)
• 用ArCut X铣刀球头面高速铣削
• 采用平行于工件面高速铣削方式加工

超精加工:圆角区域
• 用刀具球头面超精加工圆角区域(凸和凹)
• 用ArCut X铣刀球头高速铣削
• 采用平行于工件面高速铣削方式加工

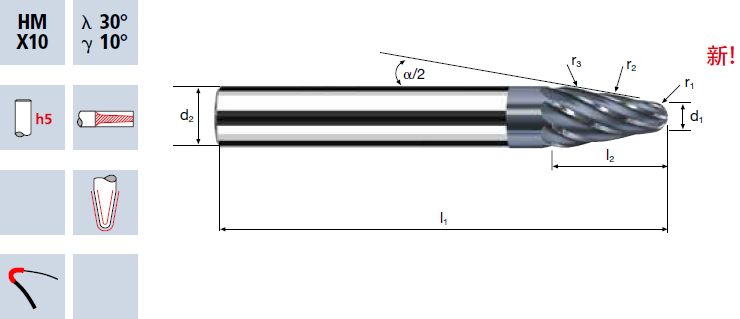
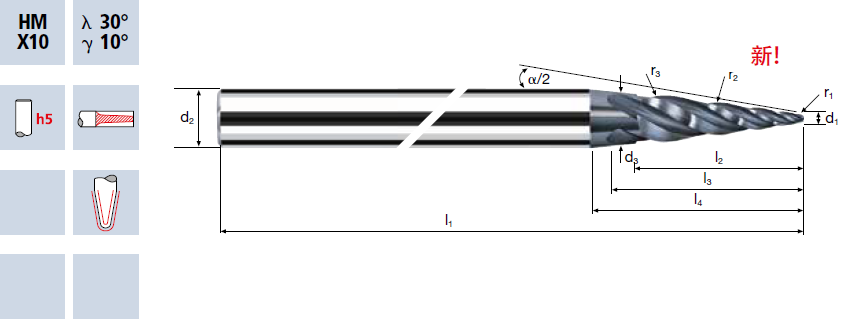
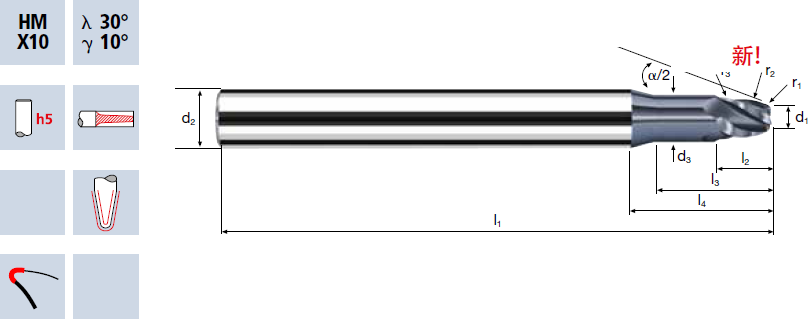
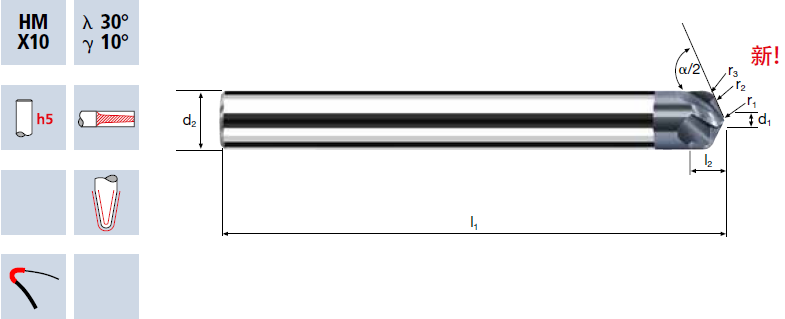
硬质合金基体-HM X10
• 杰出的硬度和韧性平衡-最佳性能
• 特别均匀分布的微小硬质合金颗粒-确保了切削刃较长的使用寿命

铣刀采用渐增芯部直径
• 提高了刀具的刚性和抑制振动的能力-防止振纹
• 使轴向进给ap和每齿进给率fz性能更强

螺旋角和前角
精心挑选的螺旋角和前角让刀具尽可能的加工各种材料

齿数4/6/8
• 少齿规格用于半精加工以保证高的材料去除率
• 多齿规格用于精加工以保证精加工后的优异表面质量

高性能涂层-POLYCHROM
• 在不同材料的干、湿加工中应用范围更大
• 耐受更大的切削力和切削热–因此更高的工艺安全性
• 优秀的涂层附着力 – 因此使用寿命和性能更长

铣刀采用特殊的刃部处理
• 由于全面强化切削刃从而使切削刃更稳定
• 切削刃机械和热负载能力提高
• 整体延长了刀具使用寿命

尺寸精度
尺寸精度最高±0.005mm以保证最好的工件精度

精密柄部
• 高精度适于现在的高精度刀柄
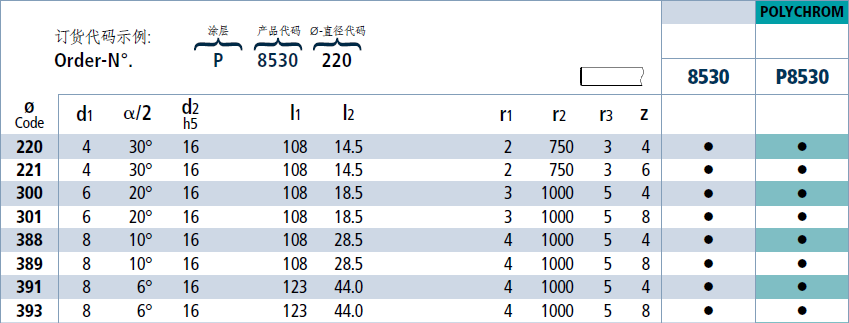
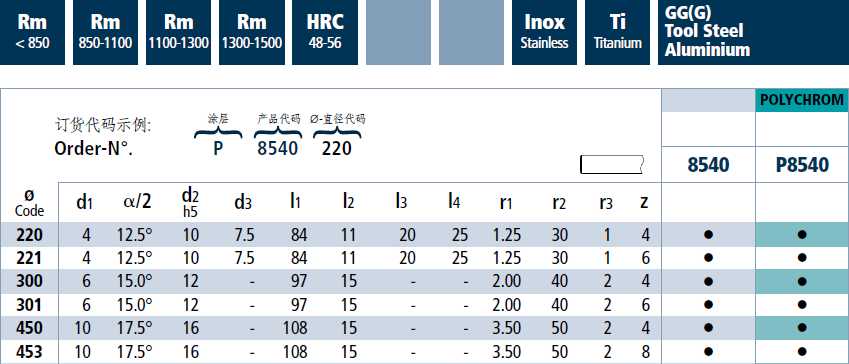
ArCut X 圆鼻铣刀
粗加工拐角和精加工陡峭区域
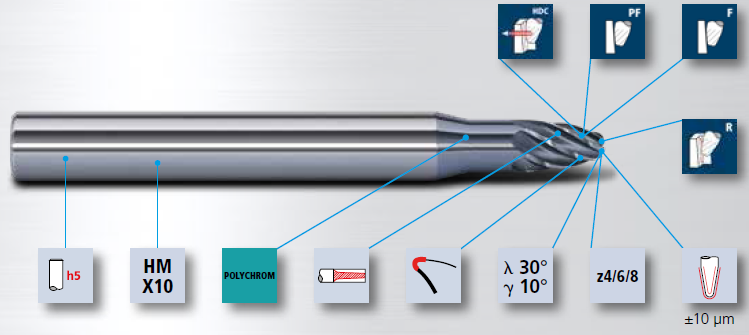

高动态(残余材料)粗加工:拐角
• 用大圆弧半径高动态粗加工拐角(之前的2.5D加工后的残余料
• 用ArCut X铣刀的圆鼻部分高动态铣削
• 用摆线铣削

HSC高速粗加工:拐角
• 用刀具拐角半径高速粗加工拐角(之前的2.5D加工后的残余料)
• 用ArCut X铣刀的圆鼻部分高速铣削
• 使用高速-推拉铣削

半精加工:陡峭面
• 用大圆弧半径半精加工侧面(平直表面和自由面)
• 用锥度小于40°的ArCut X铣刀(圆鼻)加工
• 采用平行于工件面滚切方式加工

精加工:陡峭面
• 用大圆弧半径精加工侧面(平直表面和自由面)
• 用锥度小于40°的ArCut X铣刀加工
• 采用平行于工件面滚切方式加工

超精加工:陡峭面
• 用大圆弧半径半精加工侧面(平直表面和自由面)
• 用锥度小于40°的ArCut X铣刀加工
• 采用平行于工件面滚切方式加工


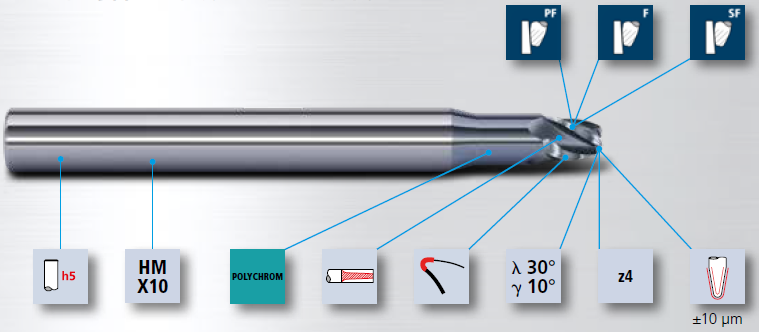
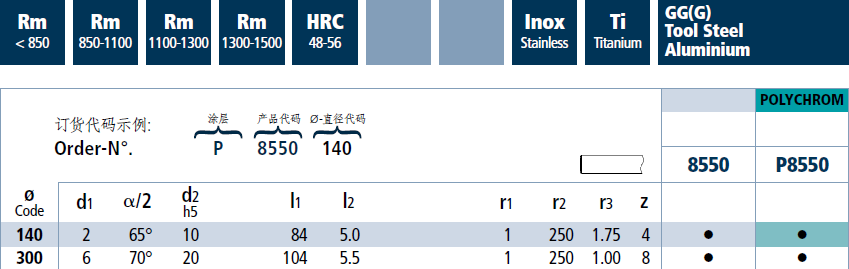
ArCut X 球形圆鼻刀
精加工平面

半精加工:平面
• 用大圆弧半径半精加工底部(平直表面和自由面)
• 用锥度大于50°的ArCut X铣刀加工
• 采用平行于工件面滚切方式加工

精加工:平面
• 用大圆弧半径精加工底部(平直表面和自由面)
• 用锥度大于50°的ArCut X铣刀加工
• 采用平行于工件面滚切方式加工

超精加工:平面
• 用大圆弧半径超精加工底部(平直表面和自由面)
• 用锥度大于50°的ArCut X铣刀加工
• 采用平行于工件面滚切方式加工


品牌:比尔(KORNICHE)
型号:TAPPING FLUID









