
品牌专区
售前咨询:0769-22186189


采用硬度高、耐磨性优异的CrN涂层。 粗~半精加工用球头立铣刀。
粗~半精加工用球头立铣刀。

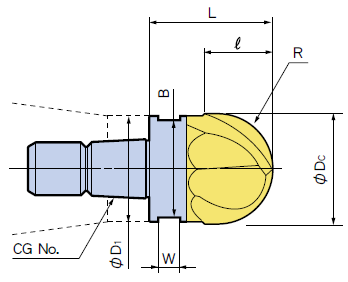
| 刀径 φDc | 型 号 | CG No. | R | φD1 | 有效切削刃长 ℓ | L | 刃数 | 扳手卡持部 | 质量 (kg) | |
| B | W | |||||||||
| 16 | CG15-BE16102-20 | CG15 | 8 | 15 | 10 | 20 | 2 | 12 | 4 | 0.04 |
| CG15-BE16103-20 | 3 | 0.04 | ||||||||
| 20 | CG19-BE20122-22 | CG19 | 10 | 19 | 12 | 22 | 2 | 17 | 4 | 0.06 |
| CG19-BE20123-22 | 3 | 0.06 | ||||||||
| 25 | CG24-BE25152-28 | CG24 | 12.5 | 24 | 15.5 | 28 | 2 | 22 | 5 | 0.12 |
| CG24-BE25153-28 | 3 | 0.13 | ||||||||
1. 不附带刀头锁紧用开口扳手。请使用市场上出售的产品。
切削条件表
| 球头半径 R(mm) | 碳素钢、合金钢 | 预硬钢 | 不锈钢 | 铸 铁 | |||||
| 转速 (min-1) | 进给速度 (mm/min) | 转速 (min-1) | 进给速度 (mm/min) | 转速 (min-1) | 进给速度 (mm/min) | 转速 (min-1) | 进给速度 (mm/min) | ||
| 8 | 5,600 | 1,800 | 3,900 | 950 | 3,900 | 950 | 6,500 | 2,100 | |
| 10 | 4,500 | 1,450 | 3,100 | 750 | 3,150 | 750 | 5,200 | 1,700 | |
| 12.5 | 3,600 | 1,150 | 2,500 | 600 | 2,500 | 600 | 4,200 | 1,350 | |
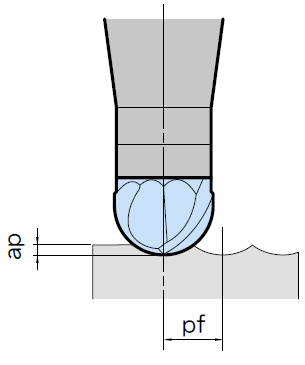
| 基准切深 | ap | 0.08Dc | 0.08Dc | 0.08Dc | 0.08Dc | ||||
| pf | 0.10Dc | 0.10Dc | 0.10Dc | 0.10Dc | |||||
ap轴向切深、pf周期进给请参考表中的值。
注意事项:
·本表为选择切削条件的大致标准,因机床及工件的状态而异,请适时调整。
·由于可能会有切屑飞散,因此周围请务必安装防护盖。
·非水溶性切削油可能会引起火灾,请勿使用。

型号:MarGage 402/404

型号:Multimar 25EWR/25EWRi

型号:Marameter 840 F

型号:MarStand 818

品牌:BIG(大昭和)
型号:BE





