品牌专区
售前咨询:0769-22186189
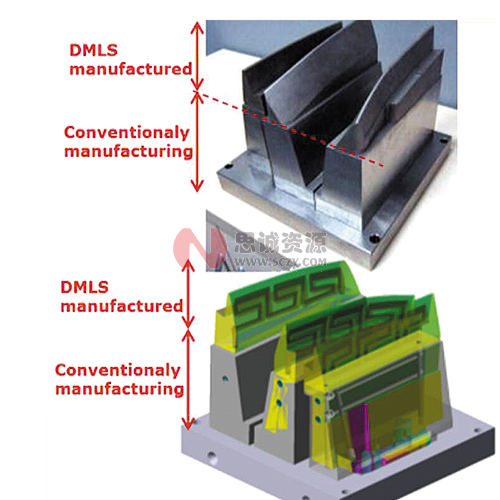


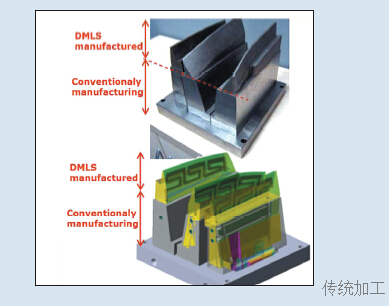
一、增材制造的优势( 与传统的模具加工制造过程相比较)
1、无限制的设计
复杂性
随形冷却/ 加热
减少后处理加工时间( 打火花)
质量更轻
专注于降低工件制造时间
2、更低的成本
技术性能
更高的生产力
更好的产品质量
更低的产品单价
模具镶件
10% 的模具成本可以提升
25% 甚至更高的模具性能
3、定制化的加工流程
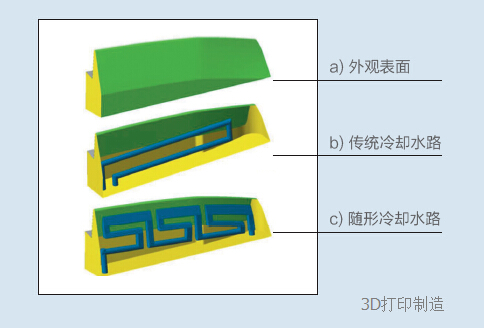
随形冷却设计
软件模拟验证随形冷却效果
材料
模具钢
4、更短的制造时间
镶件价格便捷
没有交期限制,模具钢粉末可以库存
减少试模时间
以设计主导加工,减少设备准备和调整时间
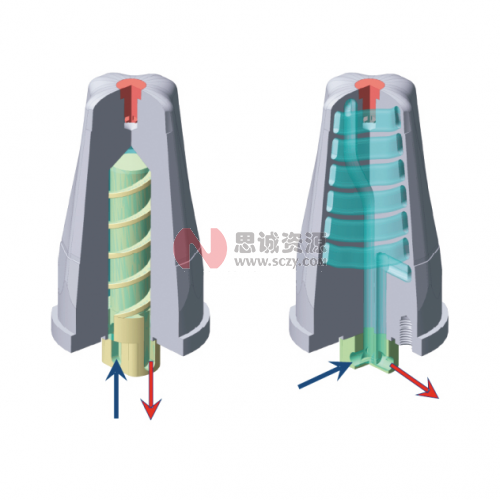
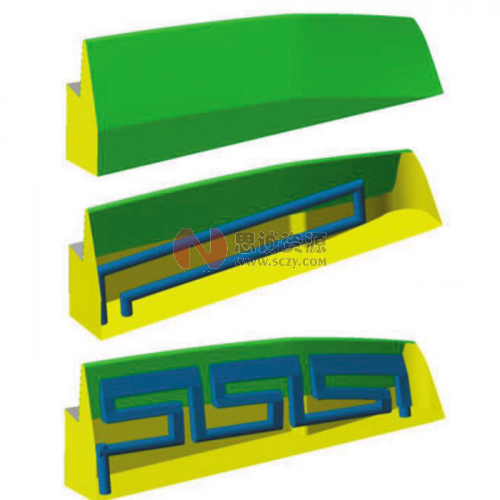
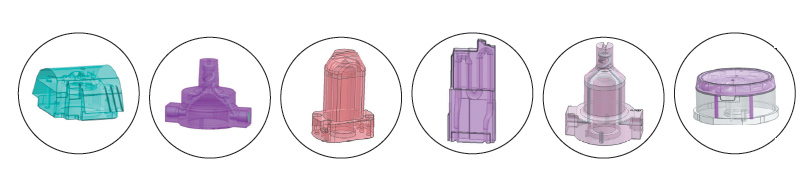
二、随形冷却镶件图
三、增材制造在模具行业的应用随形冷却水路设计的优越性:节约成本,降低周期,提升质量,减少产品报废
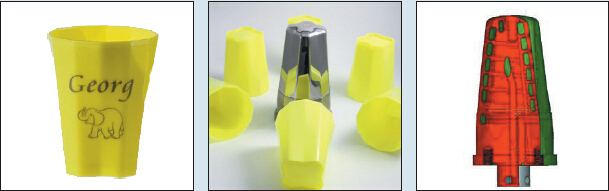
1、注塑模具
●针对热塑性,弹性体等塑胶原料
●3D金属打印通过随形冷却设计能够更加有效并快速的进行散热
●效果:显著降低产品周期,提升产品品质
2、特殊应用案例
●特别适合于需要修补的模具镶件,吹塑等
●适用于局部损坏需要修补的镶件而无须整件替换
●节约成本并缩短制造周期(修复加工过程)
3、压铸模具
●铝,锌
●通过设计随形冷却水路从而降低产品周期以提升生产效率
4、快速成型
●生产模,实验模与传统镶件加工相比可以大大降低制造周期
●3D 金属打印所需制造时间更短,并能提升产品质量,从而相应降低产品成本
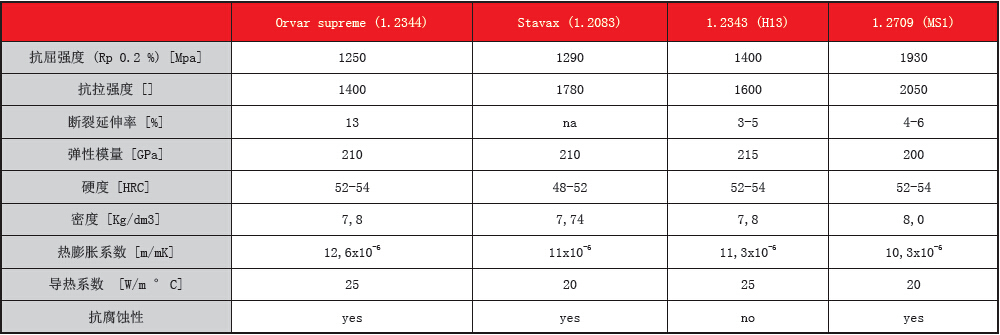
四、与标准模具钢材相比,EOS 模具钢是性能非常优越
五、案例分析
案例分析1
方案
. 嫁接设计,单型腔
. 3D金属打印模具镶件设计
随形冷却水路
. 硬度: 52-54 HRC
. 表面处理:高抛光
. 制造时间:35 小时
效果
. 降低报废率
. 改善产品变形
. 产品周期从24 秒降低到13.8 秒,降低42.5%
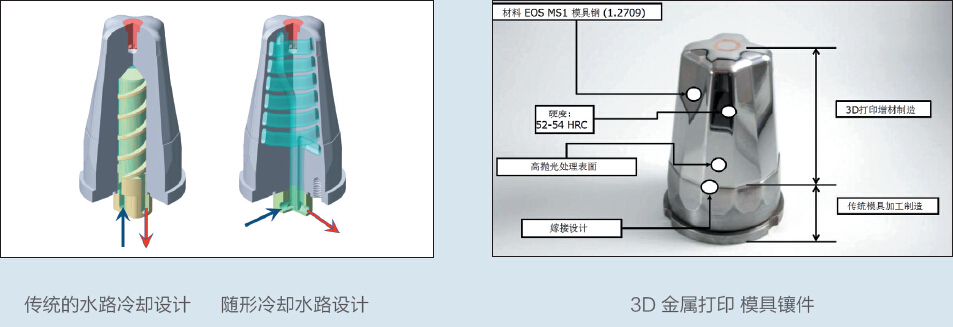
案例分析2 3D金属打印改善产品品质并且降低产品周期
方案
. 设计随形冷却水路
. 嫁接结构
下部基座由CNC 加工
上部结构由3D 金属打印
. 材料: EOS 模具钢 MS1
. 制造时间:
CNC 锣床加工: 5 小时
3D 金属打印: 25 小时
后加工处理: 5 小时
效果
. 产品减少变形并有更好的结构性能
. 更好的外观表面效果
. 冷却时间从56 秒降至35 秒 提升37 %
. 冷却温度从102° C 降至 82° C
. 温度梯度从80° C 降低至 30° C
. 生产效率从每分钟1 件提升到每分钟2 件
六、我们能什么呢?
应用直接金属激光烧结技术取决于 :
● 几何形状的因素比如外形的复杂程度和尺寸要求
● 设计随形冷却的可能性和/ 或必要性
● 使用传统加工方式不可能实现(比如修模vs 整套模重做)
可以为客户设计冷却水路吗?
● 当然可以。为了制造出有良好机械性能和冷却体系的模具,应用直接金属激光烧结设计是最佳的选择
● 我们使用模拟软件高精准的分析和计算产品的热点区域和成型周期
● 我们能为客户提供相应的培训,以便客户能更快的了解和正确应用直接金属激光烧结设计
加工精度能达到多少?
● 对于一些小的工件,可以做到 +/- 0.04 to 0.06mm
● 对于一些大的工件,可以做到尺寸精度要求的+/-0.2%
● 可以通过保留加工余量0.3 to 0.5mm 来补偿抛光/ 精加工可以到什么程度?
● 可以达到 SPI A-3 或 A-2
● 要达到镜面抛光会有些难度(跟传统材料面临的挑战一样),因为可能会含有氧化钛
● 为了达到最好的抛光性能,我们建议在开始抛光之前先加工镶件
表面可以晒纹或涂层吗?
● 可以,表面可以进行晒纹或者涂层
● 尽管材料是用激光烧结的,但金属 粉末 MS1(DIN 1.2709) 经过激光烧结后和传统方式制造出的1.2709 钢材在性能方面并没有什么不同
● 在完成增材制造加工工序后,和传统钢材一样,可以对其进行热处理或涂层处理
● 如果温度低于400 度时,建议使用涂层处理
用MS1 材料打印的镶件可以进行哪些后处理?
● 非常便于放电加工
● 非常便于涂层或氮化(建议镍涂层或者PVD 涂层)
● 可以细致地抛光
● 可以激光烧焊
七、总结
● 3D金属打印可以为塑胶行业面临的挑战提供更好解决方案:更优良的产品品质,更短的制造周期,更低的产品成本,可持续化的产品生产。
● 3D金属打印可以为创新企业在全球化市场中提升竞争力 。
● 3D金属打印建立了非常多元化的加工体系,是传统CNC 和EDM 加工的良好补充。尤其针对一些结构特别复杂而传统加工难以实现的,注重产品周期和成本的模具提供了很好且快速的解决方案。在模具领域的应用也正在普遍化。
● 我们将持续为客户提供最优质的3D 金属方案服务,协助客户在技术创新 领域中不断取得拓展,提升企业业绩。
品牌:SCZY(思诚资源)
型号:G579EFEB4CC1C2