2024-11-21 09:58
刀具锋利度如何影响振刀现象?深度解析振刀原因
2024-08-27 11:272550
刀具锋利度对加工质量和效率有着至关重要的影响,而振刀现象则是许多加工工艺中常见的问题。本文将深入探讨刀具锋利度与振刀现象之间的关系,帮助您更好地理解这一复杂的工艺问题。我们将从多个角度分析振刀的原因,并提供实用的解决方案,以提高您的加工效率和质量。
一、刀具锋利度与振刀现象的关系
刀具的锋利度确实会影响振刀现象,但这种关系并非简单的线性关系。一般来说,过于锋利或过于钝的刀具都可能导致振刀现象,只是原因不同。让我们深入了解这种复杂的关系:
1. 过于锋利的刀具:极度锋利的刀具可能会导致切削力突变,增加振动的可能性。例如,当刀具锋利度达到纳米级(刃口半径小于100nm)时,可能会在切削过程中产生不稳定的切屑,引发振动。
2. 适度锋利的刀具:恰到好处的锋利度可以提供稳定的切削力,减少振动。通常,刃口半径在0.01-0.03mm范围内的刀具能够提供良好的切削性能和稳定性。
3. 钝化的刀具:严重钝化的刀具会增加切削阻力,导致切削力波动,从而引发振动。当刀具磨损到刃口半径超过0.1mm时,振动风险显著增加。

二、振刀现象的主要原因
振刀现象是一个复杂的问题,不仅仅与刀具锋利度有关。以下是几个主要原因:
1. 机床刚性不足
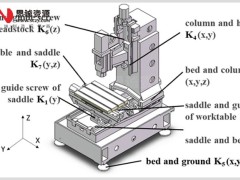
机床结构刚性不足是导致振刀的一个重要原因。例如,一台立式加工中心的刚性通常应达到30-50N/μm,如果低于这个范围,很容易在加工过程中产生振动。提高机床刚性,可以考虑增加机床重量、优化结构设计等方法。
2. 切削参数不合理
不合适的切削速度、进给率和切削深度都可能引起振动。例如,在硬质合金加工中,如果切削速度过高(超过200m/min),很容易引起振动。需要根据工件材料、刀具类型等因素合理选择切削参数。
3. 工件夹持不当
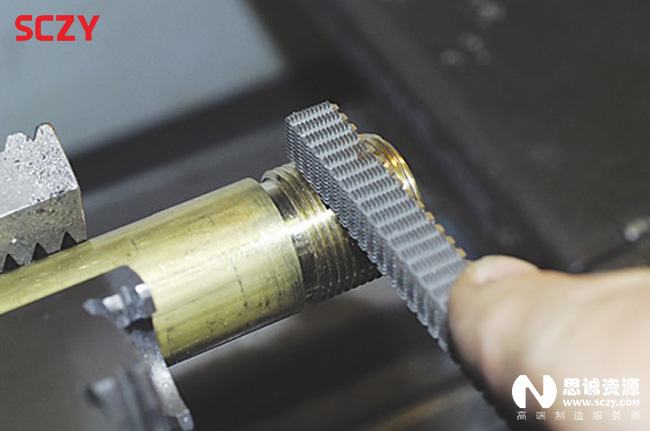
工件夹持不牢固或夹持方式不当也是振刀的常见原因。例如,加工细长轴类零件时,如果不使用顶尖或压板辅助支撑,很容易产生振动。确保工件夹持稳定,必要时使用辅助支撑装置。
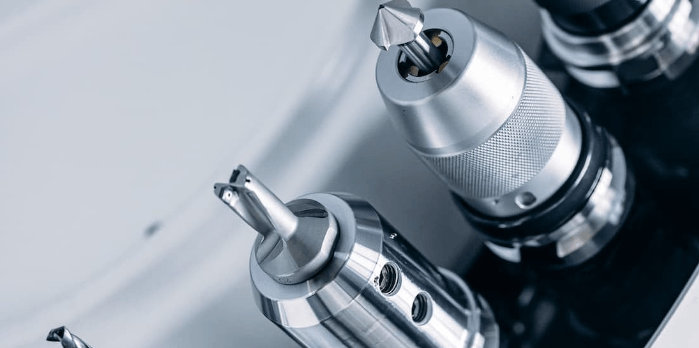
4. 刀具选择不当
刀具的材质、几何形状和尺寸如果选择不当,也会导致振动。例如,在加工高硬度材料时,如果使用硬质合金刀具而不是CBN刀具,容易因为刀具耐磨性不足而导致振动。选择合适的刀具对减少振动至关重要。
三、如何通过优化刀具锋利度减少振刀
要通过优化刀具锋利度来减少振刀现象,可以考虑以下几点:
1. 定期检查和维护刀具:使用工具显微镜或刀具测量仪定期检查刀具磨损情况。通常,当主切削刃磨损宽度达到0.3mm时,就应该考虑更换或重新磨削刀具。
2. 选择合适的刃口预处理:对于某些加工任务,适当的刃口圆滑处理可以减少振动。例如,在加工淬硬钢时,给刀具做5-10μm的刃口圆滑处理可以显著提高稳定性。
3. 使用先进的刀具涂层:现代涂层技术如PVD(物理气相沉积)可以提高刀具的耐磨性和稳定性。例如,TiAlN涂层可以使刀具在高速切削时保持更长时间的锋利度,从而减少振动。
4. 优化刀具几何参数:根据加工材料和工艺要求选择合适的前角、后角等几何参数。例如,在加工软钢时,可以选择10-15°的前角;而加工不锈钢时,可能需要降低到5-8°以提高稳定性。
四、其他减少振刀的方法
除了优化刀具锋利度,还可以采取以下措施来减少振刀:
1. 增加机床刚性:可以通过加装阻尼器、优化机床结构等方式提高机床刚性。例如,在立式加工中心的立柱上安装动态阻尼器,可以显著减少振动。
2. 优化切削参数:通过试切和分析,找出最佳的切削速度、进给率和切削深度组合。使用切削力监测系统可以帮助实时调整参数。
3. 改进工件夹持方式:使用更稳定的夹具,或增加辅助支撑。例如,在车削长轴时使用跟刀架可以有效抑制振动。
4. 应用先进的控制技术:如主动振动控制系统,可以实时监测和抑制振动。某些高端数控系统已经集成了这类功能。

以下是您可能还关注的问题与解答:
Q:如何快速判断是否发生了振刀?
A:振刀通常会在工件表面留下规律的波纹或标记。此外,加工过程中如果听到异常的噪音,或感觉到明显的振动,也可能是发生了振刀。使用声音或振动传感器可以更精确地检测振动。
Q:不同材料的工件对刀具锋利度的要求是否相同?
A:不同材料确实对刀具锋利度有不同要求。例如,加工软材料(如铝)时,需要更锋利的刀具以减少挤压变形;而加工硬质材料(如淬硬钢)时,可能需要稍微钝化的刀具以提高刀具寿命和稳定性。
Q:刀具磨损会如何影响振刀现象?
A:刀具磨损通常会增加振刀的可能性。随着刀具磨损,切削力会增大并变得不稳定,更容易引起振动。但在某些情况下,轻微的磨损可能会形成一个稳定的"磨损坡口",反而能稍微减少振动。关键是要及时发现并处理严重磨损。
总结来说,刀具锋利度确实会影响振刀现象,但它只是众多因素中的一个。要有效减少振刀,需要全面考虑机床、刀具、工艺参数和工件夹持等多个方面。通过定期维护刀具、选择合适的刀具几何参数和涂层、优化切削参数、改善机床刚性等综合措施,可以显著减少振刀现象,提高加工质量和效率。在实际生产中,建议采用系统化的方法,结合现代监测技术,不断优化加工过程,以获得最佳的加工效果。
点赞 0
反对 0
收藏 0