
品牌专区
售前咨询:0769-22186189




立式5轴铣车复合加工中心VTM-80Yb/VTM-120Yb/VTM-200Yb
一次夹紧多面加工
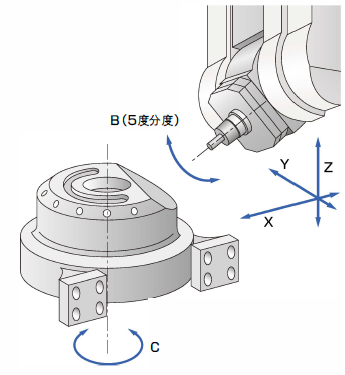
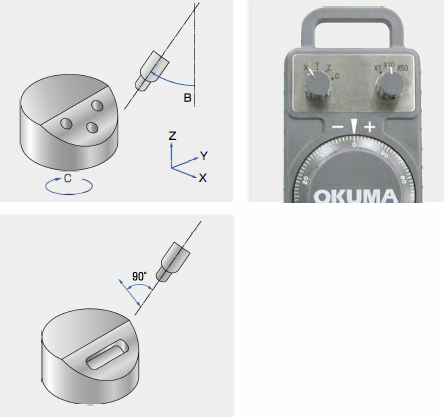
车削加工及竖、横之外可以进行倾斜面(B轴5度分度)的加工。
通过一次夹紧的多面加工实现了大幅度缩短准备时间和提高加工精度。
缩短准备时间、提高加工精度
本机为5轴控制(同时控制4轴), 可以做到一次夹紧多面加工。 为此 , 可有利于大幅度缩短更换工序所需时间, 避免安装误差 , 提高加工精度。
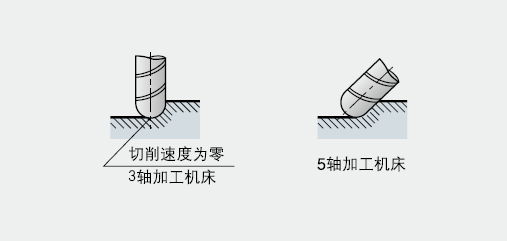
加工时间的缩短
与球头铣刀的点接触切削相比较 , 通过在直立部分上的侧刀 切削 , 可大幅度缩短加工时间。同时 , 高刚性短刀具的使用, 可避开干扰的角度进行切削。

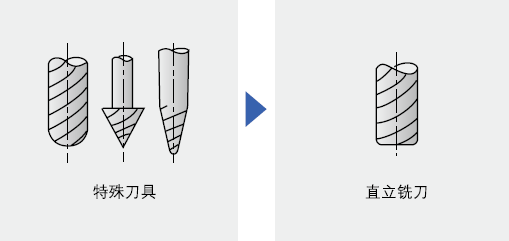
刀具费用的减轻
相对于加工面通过将刀具倾斜进行加工, 可提高切削效率和 延长刀具寿命 , 直接关系到成本的降低。同时 , 不再需要特殊形状的刀具和安装夹具, 可以削减刀具夹具的费用。
刀具使用寿命的延长
刀具费用的减轻
相对于加工面通过将刀具倾斜进行加工, 可提高切削效率和 延长刀具寿命 , 直接关系到成本的降低。同时 , 不再需要特殊形状的刀具和安装夹具, 可以削减刀具夹具的费用。
特殊刀具
通过工序集约大幅度缩短准备时间

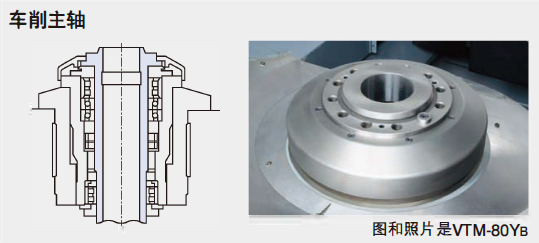
以高刚性、高精度实现高效率加工
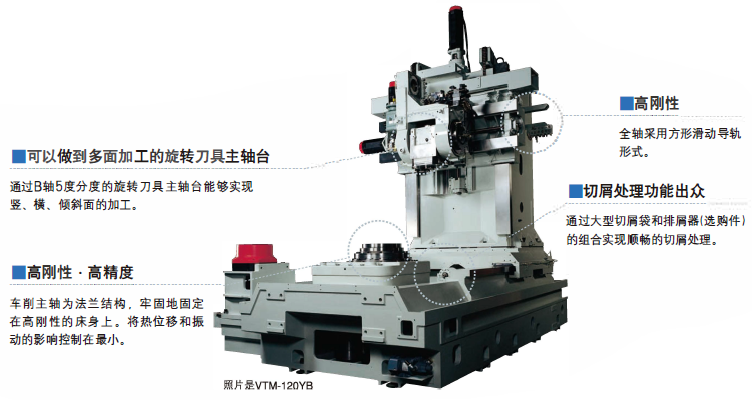
车削主轴转矩是5,114/3.750N · m(30分/连续额定)(VTM-120YB/OSP-P200LA)。因为是齿轮主轴可以实现强力切削。
车削主轴是大直径滚柱轴承的2点支撑可以高精度加工。
车削加工时通过齿盘固定刀具主轴 , 即使是强力切削也会万无一失。
自重的作用下与夹紧面紧密接触可以进行稳定的加工
·由于加工件以其自重与卡盘基准面紧密接触, 所以从薄型工 件到大直径 , 重型工件 , 都可以进行高精度稳定的加工。
·对千夹紧操作图难的工件, 也可以容易且稳定的进行夹紧 ,达到夹具结构简化 , 降低了夹具费用。

有效发挥5轴控制的丰富的选购件
刀具轴方向、 与其成直角方向均可用手轮进给。
在倾斜刀具主轴的状态下, 在轴方向以及轴上沿直角的方向可以进行手轮进给。 利用该功能通过脉冲手轮可以简单地进行在倾斜面上开孔, 退刀或倾斜面的平面加工。
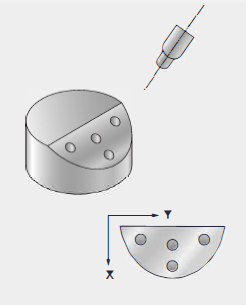
3维坐标转换
在倾斜面上的开孔加工和形状加工等程序,只用X — Y平面程序即可, 通过指令坐标回转 的中心和方向以及角度, 可以进行任意轴系 的坐标切换。
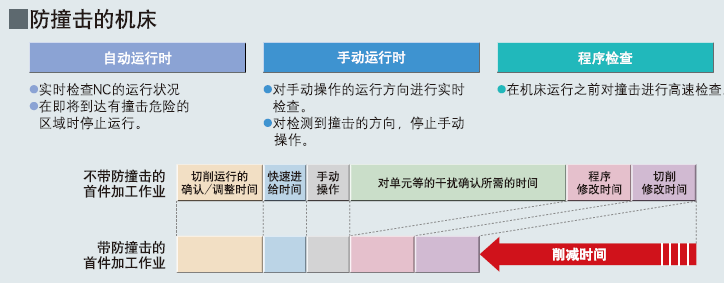
世界首次实现了在所有情况下的防撞击功能
防撞击系统{OSP-P200LA)
无论谁都可以放心且高速地进行加工作业。
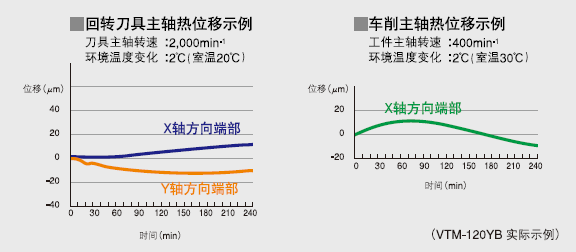
保持加工精度的热位移对策
将主轴的热位移控制在最小。
即使长时间的连续运行,依然保持稳定的精度。
加工能力示例
80Yb车削加工(外径强力切削)
车削条件:V=130m/min时的切屑面积mm2 (进刀虽mmX进给mm)
30分额定30kW 扭矩3221N•m
120Yb车削加工(外径强力切削)
车削条件:V=130m/min时的切屑面积mm2 (进刀量mmX进给mm)

30分额定30kW 扭矩5114N·m
200Yb车削加工(外径强力切削)
车削条件:V=130m/min时的切屑面积mm2 (进刀量mmX进给mm)

15分额定37kW 扭矩6307N•m
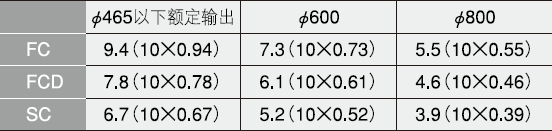
Ks(N/mm匀FC=1470 FCD=1764 SC=2058
加工样品示例
通过一次夹紧的多面加工
中大型工件的加工

机床规格
| 项目 | 单位 | VTM-BOYB | VTM-120YB | VTM-200YB | ||
| 容量、能力 | 最大加工直径 | mm | φ800 | φ1200 | φ2000 | |
| 最大摇摆直径 | mm | φ1010 | φ1500 | φ2400 | ||
| 最大加工长度 | mm | 1,135 | 1080(Op.1530) | 1400 | ||
| 工作台直径 | mm | φ800 | φ1000 | φ1400 | ||
| 最大卡盘尺寸 | mm | φ900 | φ1250 | φ2000 | ||
| 最大工件承载重量 | kg | 1500(含卡盘) | 2500(含卡盘) | 7000(含卡盘) | ||
| 移动量 | X轴移动量 | mm | 1,120 | 1,270 | 1600 | |
| Y轴移动量 | mm | 710(±355) | 1000(±500)(Op.1240(±620)) | 1600(±800) | ||
| Z轴移动量 | mm | 1,135 | 1080(Op.1530) | 1400 | ||
| C轴移动量 | 度 | 360度 | ||||
| C轴最小设定单位 | 度 | 0.001 | ||||
| B轴移动量 | 度 | 90°(Op.NC分度时120°) | ||||
| B轴分度角度 | 度 | 5°每(Op.NC分度) | ||||
| 车削主轴 | 主轴转速 | min-1 | 8~800(高速) | 6~600(高速) | 6~400(高速) | |
| 主轴变速档数 | 无极 X2 | |||||
| 主轴端形状 | JIS A2-11 | φ380扁钢 | ||||
| 主轴轴承内径 | mm | φ200 | φ260 | |||
| 主轴孔的贯通孔径 | mm | φ110 | φ160 | |||
| 主轴孔的直径/锥度 | φ115/1/20 | φ164/2° | ||||
| 从地面至主轴端面的高度 | mm | 1150 | 1155 | 1210 | ||
| 主轴支承方法 | 通过滚珠轴承的2点支撑 | |||||
| 刀架 (刀具主轴) | 刀架型号 | ATC单刀 | ||||
| 标准使用车刀 | 25、32 | |||||
| 镗杆直径 | mm | φ40、φ50 | ||||
| 回转刀具主轴 | 主轴最高转速 | min-1 | 4000(Op.6000 B轴NC时) | |||
| 主轴的变速级数 | 无极 | |||||
| 主轴形状 | BT50 (BIG-PLUS) | |||||
| 主轴前部的轴径 | mm | φ90 | ||||
| 刀具更换 | 刀柄形式 | BT50 | ||||
| 牵引螺栓 | P50T - 2 | |||||
| 最多把数(刀库存放数) | 把 | 36(Op.60,120) | ||||
| 刀具最大直径 | mm | 170(无邻接刀具300) | ||||
| 最大刀具长度(通过量规线测量) | mm | 500 | 500(Op.600) | |||
| 单一最大刀具重量 | kg | 30(Op.40) | ||||
| 进给轴 | 切削进给速度 X,Y,Z | mm/rev | 0.001~500.000 | |||
| 快速进给速度 | X轴 | m/min | 24 | 16 | ||
| Y轴 | m/min | 24 | 16 | |||
| Z轴 | m/min | 20 | 16 | |||
| C轴 | min-1 | 20 | 20 | |||
| 电机 | 车削主轴电机 | kW | OSP:VAC30/22(30分/连续) FANUC:AC30/22(30分/连续) | OSP:VAC30/22(30分/连续) FANUC:AC30/22(30分/连续) | OSP:VAC30/22(30分/连续) FANUC:AC30/22(30分/连续) | |
| 回转刀具电机 | kW | AC18.5/15 | ||||
| X轴电机 | kW | OPS:BL4.6 FANUC:AC6 | OPS:BL5.2 FANUC:AC9 | OPS:BL5.2 FANUC:AC9 | ||
| Y轴电机 | kW | OPS:BL4.6 FANUC:AC7 | OPS:BL4.6 FANUC:AC4.2 | OPS:BL4.6 FANUC:AC4.2 | ||
| Z轴电机 | kW | OPS:BL4.6 FANUC:AC6 | OPS:BL5.2 FANUC:AC9 | OPS:BL5.2x2 FANUC:AC9X2 | ||
| 机床尺寸 | 所需要地面积 (宽度×长) | OSP | mm | 4885x4870 | 5150x5290 | 5910x6535 |
| FANUC | 4890x4735 | 5140x5240 | 5710x6440 | |||
| 机械整体高度 | OSP | mm | 4,245 | 4405 | 4615 | |
| FANUC | 3,940 | 4125 | 4620 | |||
| 制品重量 | kg | 23,000 | 27000(O.p.29000) | 35000 | ||
| NC装置结构 | OSP-P200LA、FANUC-18iTB | |||||

型号:Millimess 1003/1003 T/1002/1002 T

型号:Millimess 2000 W/2000 Wi

型号:MarCator 803 S/803 A/805 A

型号:MarCator 1075 R
品牌:OKUMA(大隈)
型号:G628DF49F6F457






