轮廓仪使用方法是什么?表面粗糙度测量与校准操作流程
轮廓仪是机械加工质量检验环节常用的精密测量设备,可采集工件表面的微观起伏与宏观形状误差,为工艺改进提供数据支撑。掌握正确的开机准备、参数设定、触针校准、测量执行与结果解读方法,是减少测量误差、延长探针寿命的关键。本文围绕轮廓仪的使用方法展开,从设备结构到实际操作,再到常见问答,帮助现场检验人员建立规范化的操作流程。
一、轮廓仪的类型与核心结构
轮廓仪按照驱动方式可分为电动轮廓仪与便携式表面粗糙度仪;按照测量功能又可分为单一粗糙度测量型与形状轮廓复合型。复合型轮廓仪既可输出表面粗糙度数值,也能评定直线度、圆度、轮廓度等几何误差,适用范围更广。
主要结构组成
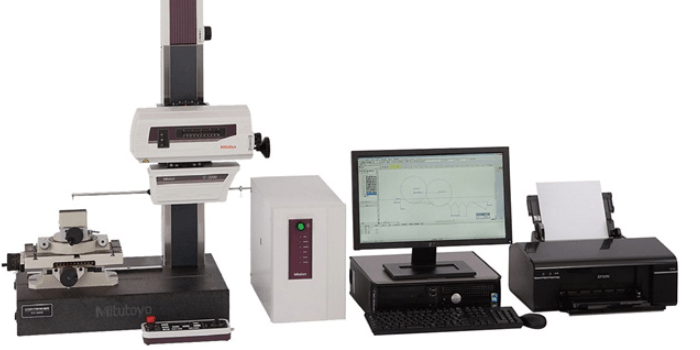
设备由主机底座、立柱导轨、水平驱动箱、传感器滑架、金刚石触针、电感式位移传感器、测力调节机构、计算机处理单元以及打印输出模块组成。水平驱动箱负责带动传感器沿被测表面匀速移动;电感式位移传感器将触针的上下位移转换为电信号;计算机对信号进行滤波、放大和运算后,生成轮廓曲线与评定参数。
关键技术指标
选型与使用前应确认以下指标是否满足测量需求:触针半径通常为2微米或5微米,触针测量力一般在0.7毫牛至4毫牛之间可调,水平行程常见50毫米、100毫米、150毫米,垂直量程多在0.1毫米至25毫米之间,垂直分辨率可达0.1纳米级别,示值误差通常小于百分之五。

二、测量前的准备工作
工件清洁与装夹
被测表面必须无油污、毛刺、铁屑和指纹残留。建议使用无水乙醇配合无尘布擦拭,擦拭方向应沿加工纹理方向,避免横向拖拽造成划痕。装夹时选择硬度高于工件的垫块,避免夹紧力导致表面变形;细长或薄壁工件需增加辅助支撑,减小自重弯曲。
环境条件确认
轮廓仪应在无振动的环境中使用,地基振动、空调出风、人员走动均会引入高频噪声。理想环境温度为20摄氏度正负2摄氏度,相对湿度控制在百分之四十至百分之七十之间。设备开机后需预热30分钟以上,使导轨、传感器和电路达到热平衡。
测量策略规划
测量前应明确评定长度、取样长度、移动速度等参数。评定长度一般取取样长度的5倍,常见取样长度为0.08毫米、0.25毫米、0.8毫米、2.5毫米、8毫米。移动速度越快,高频细节越容易丢失,建议按设备说明书给出的上限值以下运行。
三、轮廓仪测量操作流程
开机与归零
接通电源后打开主机与计算机软件,检查水平驱动行程范围内有无异物阻挡。将传感器滑架移动至测量起点,使触针轻触被测表面并处于自由悬停状态。在软件界面执行调零操作,使当前位置对应的位移值为零,消除初始偏置。
参数设定
在测量软件中输入工件编号、测量方向、滤波方式、评定参数与公差范围。滤波方式通常有二相位高斯滤波和鲁棒样条滤波两种,推荐优先采用高斯滤波,其频率响应更符合标准定义。评定参数包括轮廓算术平均偏差、轮廓峰谷高度、轮廓单元的平均宽度等,应根据图纸标注选择对应项目。
执行测量
确认触针与被测面接触良好后,启动水平驱动。测量过程中不得触碰工件、工作台或立柱,避免引入振动。测量完成后软件会自动绘制轮廓曲线,并在结果列表中显示各评定参数数值。建议对同一位置重复测量3次,取平均值作为统计结果,以减小随机误差。
结果保存与输出
测量数据应保存为原始轮廓文件与报告文件两种格式,原始文件便于后续复核,报告文件用于存档与传递。输出报告时应包含工件信息、测量条件、参数结果、轮廓曲线截图和判定结论,确保数据可追溯。

四、轮廓仪校准操作方法
标准量块校准
使用经过计量机构检定合格的多刻线标准样块或台阶标准量块,对轮廓仪的垂直放大倍数和水平放大倍数进行校准。将标准样块放置在工作台中央,调整至水平,使触针沿标准刻线垂直方向移动。测量得到的高度差或沟槽深度应与标准值一致,偏差不得超过设备说明书给定的允许误差限值。
触针半径校准
利用精密圆弧标准样块对触针半径进行校验。测量一段已知半径的圆弧轮廓,将测得圆弧半径与标准值对比。若偏差过大,说明触针磨损或崩尖,需要更换触针。触针属于易损件,正常使用周期约为3至6个月,频繁测量淬火钢或硬质合金会缩短寿命。
测力校准
测力过大会划伤软质工件表面,测力过小则导致接触不稳定。使用测力计在触针正下方读取垂直作用力,与设备设定值对照。多数轮廓仪的测力可在0.7毫牛至4毫牛之间分级调节,软金属、塑料、镀层表面宜选用较小测力,淬火钢、陶瓷等硬表面可适当增大。
校准周期记录
建议每天首次开机后进行快速零位检查,每周进行一次标准样块复核,每季度或累计运行500小时进行一次全面校准。所有校准活动应记录在设备履历表中,包括校准日期、使用标准器、校准人员、结论与下次校准日期。
五、常见问题与使用注意事项
测量结果重复性差
原因可能包括工件装夹松动、触针磨损、测力不足、环境振动或测量速度过快。排查时应从固定状态开始,依次检查触针、测力、速度设置,后续排除环境因素。必要时可降低测量速度,提高采样点数。
轮廓曲线出现跳变
当触针遇到较大毛刺、凹坑或台阶时,可能产生信号突变。应先检查工件表面状态,对缺陷位置进行修磨或避开测量。若测量带台阶的轮廓,应确认软件具备台阶处理功能,并在参数中启用相应滤波。
软件报警或无法联机
常见原因包括数据线松动、驱动程序未加载、软件授权过期或系统时间错误。处理方法是重新插拔数据线缆,重启软件与主机,检查授权状态,必要时联系设备厂商技术支持。
六、轮廓仪测量参数与校准要点总结表
以下表格整理了轮廓仪日常使用中需要重点关注的参数和校准项目,便于现场人员快速查阅。
| 项目类别 | 关键参数 | 推荐设定 | 注意事项 |
| 触针系统 | 触针半径、测量力 | 半径2微米或5微米,测力0.7至4毫牛 | 软质工件选小测力,硬表面可适度增大 |
| 行程量程 | 水平行程、垂直量程 | 水平50至150毫米,垂直0.1至25毫米 | 测量前确认行程内无障碍物 |
| 取样长度 | 评定长度与取样长度 | 评定长度取取样长度5倍 | 根据表面纹理周期选择合适取样长度 |
| 校准标准 | 标准样块、量块 | 使用经检定合格的标准器 | 标准器必须在有效期内 |
| 校准周期 | 日常检查、周检、季检 | 日检零位、周检样块、季检全项 | 记录履历,便于追溯 |
七、轮廓仪使用常见问答
轮廓仪与粗糙度仪有什么区别?
两者核心传感器与测量原理接近,但功能侧重点不同。粗糙度仪主要用于评定表面微观粗糙度参数,结构小巧,适合现场抽检;轮廓仪侧重于宏观轮廓和几何误差测量,行程长、量程大,适合实验室或计量室对复杂轮廓进行全面分析。部分高端复合型设备已将两种功能集成在一台主机内。
测量时为什么必须预热?
轮廓仪的导轨、传感器线圈和信号放大电路对温度变化敏感。未经预热直接使用,零位漂移和灵敏度变化会导致测量结果不稳定。通常预热30分钟以上,等待设备温度与环境温度达到平衡后再执行校准和测量。
取样长度选择不当会造成什么后果?
取样长度小于表面纹理周期时,评定结果波动大,重复性差;取样长度大于纹理周期过多时,会混入形状误差和波纹度,导致粗糙度数值被夸大。一般按照表面纹理细密程度,从0.08毫米到8毫米选择合适档位。
金刚石触针多久需要更换?
触针寿命与测量频次、工件硬度和表面洁净度有关。正常使用周期约为3至6个月,若发现测量结果重复性下降、轮廓曲线出现毛刺或尖点异常,应先检查触针尖端。触针磨损超过允许半径后必须更换,不可通过软件修正继续使用。
校准后仍出现偏差怎么办?
应重新检查标准样块是否过期、工作台是否水平、工件夹紧是否可靠、触针是否磨损。若上述因素均排除,可能是传感器线性度或放大电路出现异常,需要联系设备厂商进行维修或返厂校准。
总结
轮廓仪是表面质量与几何误差评定的重要工具,其测量结果的准确性取决于设备状态、环境条件、操作流程和校准维护四个环节。现场使用时应严格执行开机预热、工件清洁、参数设定、触针校准、重复测量、数据保存等步骤。通过建立日常点检、周检样块复核和季度全面校准的制度,可有效保证测量数据的可靠性,为工艺改进和质量追溯提供坚实基础。
