
2026-05-25 12:05
测量卡尺的压紧力对精度有多大影响?标准测量力控制技巧
2026-06-03 10:2650
测量卡尺是机械加工现场使用频率最高的量具之一,其测量结果的准确性受到多种因素影响,其中操作者施加的压紧力是最容易被忽视的一个变量。同一位操作员在使用同一把卡尺测量同一工件时,仅因压紧力不同就可能产生数十微米甚至更大的读数差异。本文从物理原理出发,解析压紧力对测量精度的具体影响,并介绍标准测量力的控制技巧。
一、压紧力影响测量精度的物理原理
1、卡尺测量时,操作者通过拇指推动尺框带动量爪向工件表面靠拢,直至量爪测量面与工件接触并施加一定压力。在此过程中,卡尺的尺身和尺框之间存在配合间隙,当压紧力施加于尺框时,尺框在导向面上产生倾斜力矩,导致量爪的实际测量位置发生偏移。这种偏移在普通游标卡尺上约为数微米,在量爪伸出长度较大的情况下可能达到十到二十微米。
2、工件表面在压紧力作用下也会产生弹性变形。对于薄壁件和软质材料工件,量爪的接触压力会使被测部位发生局部凹陷,测量值小于实际尺寸。以壁厚零点五毫米的铝管为例,使用常规测量力测量外径时,测量值可能比自由状态下的实际尺寸偏小数微米到十数微米。材料硬度越低、壁厚越薄,这种弹性变形导致的测量误差就越明显。
3、卡尺自身的弹性变形同样不可忽略。卡尺尺身是一个细长结构件,当尺框受到较大的推力时,尺身会产生微小弯曲变形,使量爪的开合关系发生变化。这种尺身弹性变形通常在几微米量级,但对于公差带较窄的精密零件而言,已经足够影响合格判定。综合上述三种效应,压紧力引起的测量误差累积值在十到五十微米之间波动,视具体工况而定。
二、不同类型卡尺对压紧力的敏感程度差异
1、游标卡尺对压紧力的敏感度最高。游标卡尺的尺框依靠弹簧片产生一定的摩擦阻力来保持位置稳定,操作者需要通过手感判断测量力大小。由于游标卡尺没有测力限位机构,不同操作者或同一操作者不同次操作时施加的压紧力差异较大,测量结果的重复性相应下降。在批量检测场景中,游标卡尺的测量重复性通常控制在正负二十到三十微米范围内已经属于常见水平。
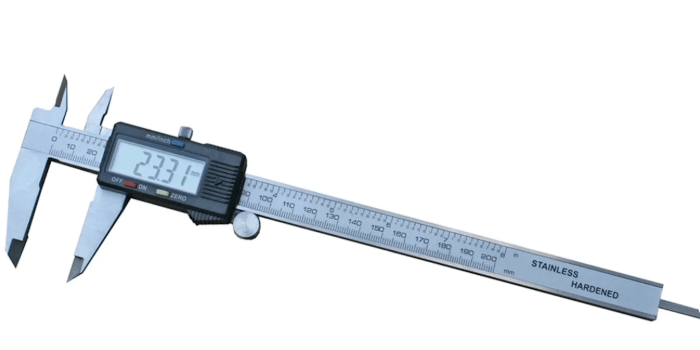
2、数显卡尺在结构上与游标卡尺基本一致,尺框导向方式相同,因此对压紧力的敏感程度与游标卡尺相近。但数显卡尺具备数据输出功能,可以在测量时通过观察数值变化辅助判断压紧力是否合适。操作者可以在读取示值前后轻微调整压紧力,观察数值的稳定区间,从而找到合适的测量力范围。一些高端数显卡尺增加了测力辅助提示功能,能够帮助操作者控制测量力的一致性。
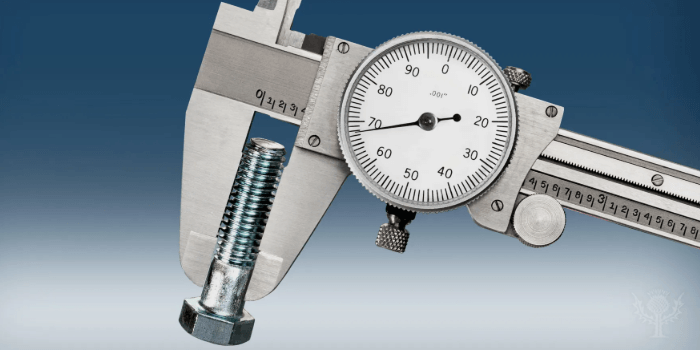
3、带微调装置的高精度卡尺在压紧力控制方面具有一定优势。微调装置通过滚花螺母和丝杆结构驱动尺框缓慢移动,操作者可以在接触工件后通过微调旋钮逐步增加压紧力,减少了因手部抖动或瞬间冲击造成的压力突变。这类卡尺通常配合较大的尺框锁紧力,尺框在导向面上的倾覆效应相对较小,整体测量重复性优于普通卡尺。
三、标准测量力的定义与适用范围
1、长度测量行业中,标准测量力通常约定为三到五牛顿,这一力值经过长期实践证明能够在不损伤工件表面的前提下保证量具与被测面充分接触。在此测量力范围内,钢制量具的弹性变形和压痕深度均控制在可接受的范围内。国际标准和国内计量检定规程对卡尺的测量力没有统一数值要求,但操作规范中普遍推荐以量爪刚好与被测面接触并有一定摩擦力感为准。
2、精密测量中对测量力的控制要求更加严格。在计量室环境中使用卡尺测量精密零件时,建议使用配备测力装置的专用卡尺,或者使用测量力可设定的测力台辅助操作。测力台通过精密弹簧或电子力传感器控制量爪的接触力,能够将测量力波动控制在正负零点五牛顿以内,显著提高测量重复性。对于公差带在几十微米量级的工件,这种力控精度是保证测量可靠性的必要条件。
3、实际现场操作中难以精确控制测量力的数值,但可以通过手感训练和经验积累使测量力趋于一致。一般来说,以量爪在工件表面轻微滑动而不产生明显压痕的力度为参考基准。对于新手操作者,可以先在标准量块上反复练习,感受到标准测量力的手感特征后再投入实际测量。定期使用测力计校准手感,有助于保持测量力的一致性。
四、压紧力控制的操作技巧与训练方法
1、正确的握持姿势是控制压紧力的第一步。测量时应用左手持握卡尺尺身主尺部分,右手拇指推动尺框,避免用整个手掌包覆尺身导致施力方向偏移。拇指推动尺框时应保持推力方向与尺身平行,防止产生侧向分力使尺框偏斜。量爪接触工件后,缓慢增加推力至量爪与被测面贴合即可,避免突然用力冲击。
2、多次测量取平均值是现场减少压紧力误差的实用方法。在同一位点进行三到五次测量,每次测量后松开尺框重新定位,记录各次读数后取算术平均值。这一操作可以在一定程度上抵消各次测量力不一致引入的随机误差。多件测量时还可以使用相同手法和力度完成所有测量,保持操作的一致性。
3、使用标准量块进行日常手感校准是提升操作水平的有效手段。准备一套已知尺寸的量块组,每天开工前用卡尺测量量块并记录读数,与量块标称尺寸对比。通过反复练习找到能够获得正确读数的测量力手感,并在实际测量中保持这一手感。当测量手感发生变化时,及时通过量块重新校准,避免测量力漂移对检测结果产生系统性影响。
五、数显卡尺与机械卡尺的力控使用区别
1、数显卡尺的力控特点在于可以利用显示屏的数字跳动辅助判断。当量爪逐渐压向工件时,显示数值会连续变化。当数值在一定的测量力范围内稳定显示不再跳动,此时读取的数值可靠性较高。如果显示数值随着压紧力变化持续改变,说明测量力尚未稳定,不应读取数据。数显卡尺的这一特性为操作者提供了可视化的反馈,降低了对手感的过度依赖。
2、机械游标卡尺缺乏数字反馈,操作者完全依靠触觉判断压紧力。测量时可以在量爪接触工件后尝试前后轻微移动尺框,感受量爪与工件表面之间的摩擦力大小。合适的测量力应能感觉到量爪在工件表面有轻微的拖动阻力,但又不会使工件产生明显的变形。操作熟练后,这种基于触觉的力控精度可以控制在相当稳定的水平。
3、两类卡尺在使用前的预压操作要求略有差异。数显卡尺在开机后应先将量爪合拢归零,然后进行一到两次模拟测量动作使尺框运动顺畅后再开始正式测量。机械卡尺则需要在测量前清洁导向面和测量面,并检查弹簧片的弹力是否正常,确保尺框运动平稳无卡滞。正确的预压使用习惯有助于保持测量力的一致性,延长卡尺的使用寿命。

以下是您可能还关注的问题与解答:
Q:使用卡尺测量时是否应该使用锁紧螺钉固定尺框后再读数?
A:锁紧螺钉的作用是固定尺框位置便于读数,但锁紧过程中可能改变量爪与工件的接触状态。正确做法是在读取示值前确认量爪与工件保持正常的接触压力,轻锁螺钉后读取数值。避免在锁紧过程中用力过猛拉动尺框改变测量状态,造成人为读数偏差。
Q:卡尺的压紧力对测量外径和内径的影响是否相同?
A:影响程度不同。测量外径时,量爪向内夹紧工件,尺身承受压应力,尺框的倾覆效应和工件弹性变形同向叠加,误差相对较大。测量内径时,量爪向外张开,尺身承受拉应力,尺框的倾覆方向相反,误差通常小于外径测量。因此同一把卡尺测量内径的重复性通常优于外径测量。
Q:如何判断自己施加的测量力是否合适?
A:一个简便的判断方法是用卡尺测量一段已知尺寸的精密圆棒或量块,观察读数是否在标称值的偏差范围内。如果读数持续偏大,说明测量力偏小导致量爪接触不足;如果读数持续偏小,说明测量力偏大导致工件或卡尺变形。通过对比标准件的测量结果,可以快速评估测量力的合适程度。
Q:测量力对卡尺的磨损影响大吗?
A:长期使用过大的测量力会加速测量面的磨损和尺框导向面的变形,导致卡尺精度提前下降。测量面磨损后会产生凹坑或棱边圆角,影响测量准确性。养成合适的测量力习惯不仅是为了当前的测量精度,也是对卡尺精度的长期保护。培训操作人员过程中,应将测量力控制纳入基本的操作规范内容。
测量卡尺的压紧力对精度的影响是一个常见但容易被忽略的问题。从尺框倾覆效应到工件弹性变形再到卡尺自身弯曲,压紧力通过多重途径影响着每一次测量的结果。标准测量力范围的掌握、正确操作习惯的养成以及日常手感校准的坚持,都是控制测量力相关误差的有效手段。操作者对手中量具的工作机理理解越深入,获得可靠测量结果的能力就越强。
点赞 0
反对 0
收藏 0








