
2026-05-25 11:32
不同材质刀头的应用场景解析,如何选择合适的刀头?
2026-05-21 10:32270
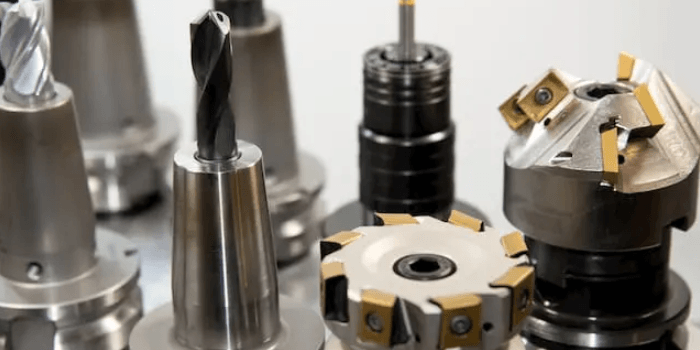
在机械加工过程中,刀头(即切削刀具的工作部分)的材质直接决定了其适用材料范围、切削效率、使用寿命及加工表面质量。面对高速钢、硬质合金、陶瓷、立方氮化硼、金刚石等多种刀具材质,如何根据工件材料、加工工艺和生产需求选择合适的刀头,是每位工艺人员必须掌握的核心技能。本文将系统解析主流刀头材质的特性与典型应用场景,为合理选型提供专业参考。
一、高速钢刀头:通用性强,适合复杂刀具
1、高速钢是一种含钨、钼、铬、钒等合金元素的高合金工具钢,典型牌号如W18Cr4V、W6Mo5Cr4V2。其硬度一般在HRC62~67之间,耐热温度约600℃,具有良好的强度、韧性和可磨削性。
2、由于韧性优异,高速钢特别适合制造形状复杂的刀具,如麻花钻、丝锥、拉刀、齿轮铣刀等。这些刀具在切削过程中承受较大冲击载荷,若使用脆性材料易发生崩刃。
3、主要应用于中低硬度金属(如碳钢、合金结构钢、不锈钢)及非金属材料(如塑料、木材)的常规切削。适用于中小批量生产或对表面粗糙度要求不极端的场合。在重载粗加工或断续切削中表现稳定,但不适合高速干切。
二、硬质合金刀头:高效耐磨,应用最广泛
1、硬质合金由碳化钨(WC)或碳化钛(TiC)等硬质相与钴(Co)等金属粘结相烧结而成,硬度可达HRA89~93(约HRC74以上),耐热温度达800~1000℃,耐磨性远优于高速钢。
2、按成分可分为钨钴类(YG,如YG3、YG6、YG8)、钨钛钴类(YT,如YT15、YT30)和通用类(YW)。其中YG类韧性好,适合加工铸铁、有色金属及非金属;YT类抗月牙洼磨损能力强,主要用于碳钢、合金钢的连续精加工。
3、广泛用于车刀、铣刀、镗刀、可转位刀片等标准刀具。在大批量生产、数控加工中心、自动线上占据主导地位。尤其适合中高速连续切削,能显著提升加工效率。但抗冲击性较差,不适用于强断续切削或薄壁件加工。
三、陶瓷刀头:高热稳定性,适合高速精加工
1、陶瓷刀具以氧化铝(Al₂O₃)或氮化硅(Si₃N₄)为主要成分,硬度高达HRA91~95,耐热温度可达1200℃以上,化学稳定性好,在高温下仍能保持高硬度。
2、其最大优势在于可实现高速干切削,切削速度可达硬质合金的2~5倍。例如加工淬硬钢(HRC45~65)时,陶瓷刀具可在150~300米/分钟的速度下稳定运行,而硬质合金通常不超过80米/分钟。
3、主要用于高硬度钢件(如模具钢、轴承钢)、铸铁的精车、半精车及连续切削场景。但由于脆性大、抗弯强度低,严禁用于有冲击、振动或断续切削的工况,也不适合加工软钢或粘性材料。
四、立方氮化硼刀头:超硬材料中的“钢铁克星”
1、立方氮化硼(CBN)是人工合成的超硬材料,硬度仅次于金刚石,但其突出优势在于对铁族元素化学惰性极强,高温下不与铁发生反应,因此特别适合加工黑色金属。
2、CBN刀具分为整体聚晶CBN和复合片(PCBN)。后者将CBN层烧结在硬质合金基体上,兼顾硬度与韧性。其耐热温度超过1400℃,可在高速下切削硬度HRC50以上的淬硬钢、冷硬铸铁、粉末冶金件等。
3、典型应用场景包括:汽车发动机曲轴、凸轮轴的精车替代磨削;轧辊、齿轮的硬态切削;以及高精度、高效率的以车代磨工艺。虽然成本较高,但在特定高附加值零件加工中可大幅缩短工序、提升一致性。
五、金刚石刀头:有色金属与非金属的精密利器
1、金刚石分为天然单晶和聚晶(PCD)。PCD刀具将微米级金刚石颗粒在高温高压下烧结于硬质合金基体,兼具高硬度(HV8000~9000)和一定韧性,是工业主流。
2、金刚石与铁族元素在高温下易发生化学反应并迅速磨损,因此**不能用于加工钢、铸铁等黑色金属**。但其在加工高硅铝合金(硅含量>12%)、铜合金、碳纤维复合材料、工程塑料、陶瓷、玻璃等材料时表现出色。
3、广泛应用于航空航天(铝镁合金结构件)、电子(手机外壳)、汽车(活塞、轮毂)等领域的高速精加工。可实现镜面切削(表面粗糙度Ra<0.2微米),刀具寿命可达硬质合金的数十倍,尤其适合大批量自动化生产线。
以下是您可能还关注的问题与解答:
Q:加工不锈钢该选哪种刀头?
A:推荐选用含钴量较高的硬质合金(如YW1、YW2)或专用不锈钢牌号(如GC4225)。避免使用普通YT类刀具,因其易与不锈钢发生粘结磨损。切削参数应采用中低速、大进给、充足冷却液。
Q:为什么加工铝件常用金刚石刀具?
A:高硅铝合金硬度高、磨蚀性强,普通硬质合金磨损快。金刚石硬度极高、导热性好、摩擦系数低,能有效抑制积屑瘤,实现高光洁度和长寿命,尤其适合含硅量12%以上的压铸铝合金。
Q:陶瓷刀具能用于铣削吗?
A:可以,但仅限于连续、稳定的精铣场景,如平面铣削或轮廓铣削无断续特征的零件。严禁用于槽铣、方肩铣等存在切入切出冲击的工况,否则极易崩刃。
Q:如何判断刀头材质是否选错?
A:常见迹象包括:刀具异常快速磨损(几分钟内钝化)、刃口崩裂、工件表面出现撕裂或毛刺、切削力急剧增大。此时应检查工件材料与刀具材质的匹配性,优先排除化学亲和性或热稳定性不匹配问题。
选择合适的刀头材质并非追求“越硬越好”,而是基于工件材料特性、加工方式、精度要求及经济性进行综合权衡。理解各类刀具材质的物理化学性能边界,结合实际切削条件合理匹配,才能在保证加工质量的同时最大化生产效益。在现代智能制造中,刀具选型已成为工艺设计不可分割的关键环节。
点赞 0
反对 0
收藏 0








