2026-05-18 12:20
测量零件长度的工具有哪些?工业常用测量设备大盘点
2026-05-15 14:5600
在工业制造与机械加工领域,对零件长度的精准测量是保障产品质量和装配精度的基础环节。针对不同工况、精度要求及被测对象特征,行业内已形成一套系统化、多层级的长度测量工具体系。从基础的手持式量具到高精度的数字化设备,每类工具均有其特定适用场景与技术边界。将系统梳理当前工业现场常用的长度测量设备,涵盖其工作原理、典型技术参数、适用范围及选型要点,为工程技术人员提供实用参考。
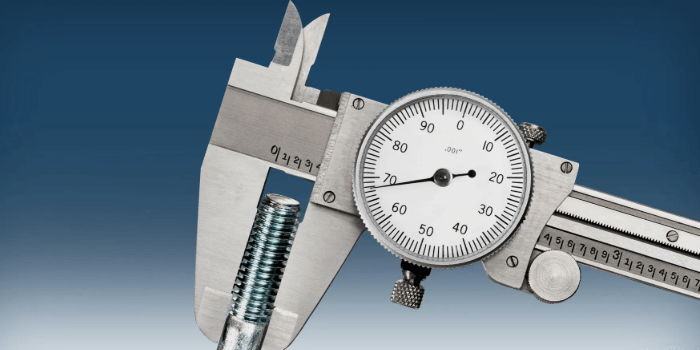
一、游标类量具:通用性与便捷性的平衡
1、游标卡尺作为最广泛使用的长度测量工具之一,通过主尺与游标尺的刻度差实现小数读取。依据国家标准GB/T 1214.2-1996,常见精度等级包括0.1毫米、0.05毫米和0.02毫米,对应10分度、20分度与50分度结构。标准量程覆盖0至150毫米、0至300毫米乃至0至1000毫米,可同时测量外径、内径、深度及台阶高度,适用于IT7至IT9级精度零件的常规检测。
2、高度游标卡尺专用于垂直方向尺寸测量与划线作业,符合GB/T 1214.3-1996标准,基座提供稳定支撑,测量范围通常为0至300毫米或0至600毫米,精度可达0.02毫米。使用时需确保基座底面平整,避免因安装倾斜引入系统误差。
3、深度游标卡尺则针对盲孔、槽深等凹陷结构设计,测杆可延伸至500毫米,配合专用测头适应不同孔径,精度与普通游标卡尺一致,常用于模具与箱体类零件的深度控制。
二、螺旋测微量具:高精度外尺寸测量主力
1、千分尺(又称螺旋测微器)基于精密螺纹副原理工作,测微螺杆螺距通常为0.5毫米,配合50等分圆周刻度实现0.01毫米分辨率。机械式千分尺测量范围多为0至25毫米、25至50毫米等分段式设计,总覆盖可达0至500毫米;数显千分尺则支持直接读数,分辨率可达0.001毫米,符合GB/T 20919-2018标准。
2、该类工具测量面常采用硬质合金材料,内置恒定测力装置以减少人为操作波动,适用于轴类、块规等外尺寸的高精度检测,典型应用精度等级为IT5至IT7。
3、特殊类型如内径千分尺、三爪内径千分尺(遵循GB/T 6314-2018)通过三点自动定心结构测量内孔真径,测量范围φ3至φ300毫米,精度可达±0.004毫米,有效避免传统两点测量因偏斜导致的误差。
三、指示式量具:微小位移与形位误差检测专家
1、百分表利用齿轮齿条传动将测杆直线位移放大为指针旋转,分度值通常为0.01毫米,测量范围常见0至3毫米、0至10毫米等,适用于平面度、平行度及跳动量的间接测量,广泛用于机床调试与装配校正,符合GB/T 18761-2002等行业标准。
2、千分表精度更高,分度值达0.001毫米或0.002毫米,配合磁性表座可在狭小空间进行高灵敏度检测,适用于IT5至IT6级精密零件的形位公差验证。
3、内径百分表专用于孔径测量,通过可调测头适配不同孔径范围,小型表(18至50毫米)精度可达0.001毫米,大型表(50至450毫米)则用于汽缸、轴承座等大孔检测,三点式测头可有效降低椭圆孔测量误差。

四、光学与数字测量设备:复杂几何量的综合解决方案
1、工具显微镜(测量显微镜)结合光学成像与坐标测量技术,分为小型(50×25毫米)、大型(150×75毫米)及万能型(200×100毫米),放大倍数10至100倍,最小分度值可达1微米,适用于螺纹、刀具轮廓及微小特征的二维坐标测量。
2、万能测长仪遵循阿贝原则,采用高精度光栅系统,外尺寸绝对测量范围0至100毫米(相对扩展至700毫米),内尺寸测量可达10至400毫米,显示当量0.1微米,准确度优于0.5微米(20℃±0.5℃环境),常用于量块、塞规等高精度标准器的检定。
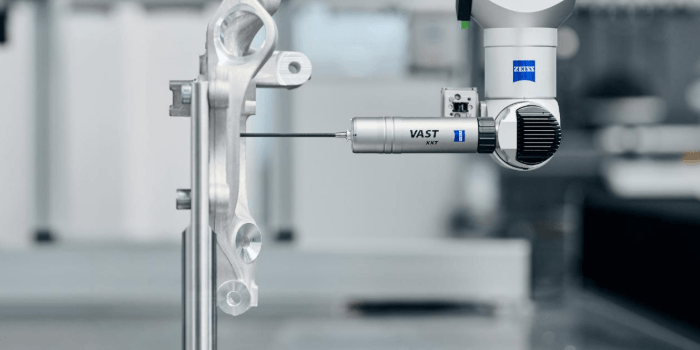
3、三坐标测量机(CMM)通过探针在X、Y、Z三轴采集空间点云数据,配合专用软件实现复杂曲面、位置度及全尺寸报告输出。设备采用花岗岩基座与气浮导轨,定位精度可达微米级,广泛应用于汽车、航空航天等高端制造领域的首件检验与过程控制。
五、辅助与基础测量工具:不可或缺的补充手段
1、钢直尺虽精度有限(仅达1毫米),但在粗加工、装配划线及快速尺寸核对中仍具实用价值,尤其适合对精度要求不高的场合,符合GB/T 9056-1988标准。
2、量块作为长度基准传递工具,按等级分为K、0、1、2级,用于校准其他量具或构建标准尺寸,是计量室与高精度车间的核心标准器,符合GB/T 6093-2001规范。
3、激光测距仪与红外测长设备适用于大尺寸工件(如钢结构、船舶分段)的非接触快速测量,精度通常在几十微米至毫米级,效率优势显著但受环境光与表面反射率影响较大。
以下是您可能还关注的问题与解答:
Q:游标卡尺和千分尺哪个更精确?
A:千分尺通常比游标卡尺更精确。普通游标卡尺精度一般为0.02毫米,而千分尺可达0.01毫米甚至0.001毫米(数显型),适用于更高精度要求的测量任务。
Q:内径测量该选用内径百分表还是内径千分尺?
A:小孔径(如10至50毫米)且精度要求高时,优先选用内径千分尺;大孔径(50毫米以上)或深孔测量,内径百分表因结构灵活、测杆可调更具优势。
Q:三坐标测量机能否替代所有传统量具?
A:不能完全替代。三坐标适用于复杂几何量与批量检测,但对简单外径、长度等常规尺寸,使用千分尺或卡尺更快捷经济,且不受设备维护与编程限制。
Q:如何保证测量工具的长期准确性?
A:应建立定期校准制度,依据JJG/JJF国家计量检定规程执行;日常使用中避免磕碰、保持清洁,并在恒温环境下存放,尤其对高精度量具如量块、测长仪等需严格控制温度漂移影响。
工业现场的长度测量工具选择需综合考虑被测对象特征、精度等级、生产节拍及成本因素。合理搭配基础量具与高精设备,构建多层次测量体系,方能有效支撑现代制造业对质量控制的严苛要求。
点赞 0
反对 0
收藏 0