2026-05-13 14:29
机床吊装位置如何选择?注意事项及正确操作方法
2026-05-12 10:5000
机床吊装是设备安装过程中的关键环节,操作不当极易导致机床结构变形、导轨损伤或内部精密部件(如主轴、丝杠)受损,进而影响整机几何精度与长期运行稳定性。正确选择吊装位置不仅是安全作业的前提,更是保障设备性能的基础。根据行业规范及设备制造商技术要求,吊装位置的选择必须严格遵循“承重结构优先、避开精密部件、使用专用吊点”三大原则。
一、吊装位置选择的核心原则
1、优先选择机床底座或床身主体承重部位。机床在设计阶段即已考虑运输与安装需求,通常在底座、立柱或床身等刚性最强的区域预留专用吊装孔或吊耳。例如,卧式车床的吊装点一般位于尾座下方床身两侧的专用吊装孔;立式加工中心则多在底座四角设置M30以上螺纹吊孔。这些位置经过有限元分析验证,能均匀分散起吊载荷,避免局部应力集中。
2、严禁直接吊装主轴、工作台、防护罩等非承重部件。主轴组件精度极高(径向跳动常要求≤0.005毫米),若用钢丝绳直接捆绑主轴箱,即使微小变形也会导致轴承预紧力失衡,造成旋转精度永久性下降。同样,工作台导轨面极为精密,吊索压迫可能产生压痕或扭曲,修复成本高昂。
3、整机吊装优于分体吊装(如条件允许)。小型数控机床(如CK6140车床、VMC650加工中心)通常以整机形式出厂,此时应利用底座整体起吊,保持内部装配关系不变。大型机床(如龙门铣、落地镗床)因运输限制需拆解,吊装时须按说明书指定顺序吊装各模块(如横梁、滑枕、立柱),并确保连接面清洁无损。
二、不同类型机床的典型吊装位置示例
1、卧式车床:标准做法是将吊索穿过尾座端床身底部的两个对称吊装孔,或使用专用吊架托住整个床身底面。切忌从主轴前端或卡盘处穿绳起吊,以免拉伸主轴或损坏卡盘连接法兰。
2、立式加工中心:多数机型在底座四角设有内螺纹吊孔,需旋入高强度吊环螺栓(等级≥10.9级),再连接卸扣与钢丝绳。部分重型机型(如工作台承重>5吨)还配备顶部横梁吊点,用于平衡重心。
3、龙门式机床:由于跨距大、重心高,通常采用双机抬吊或平衡梁方式。吊点设于左右立柱上部加强筋处,通过平衡梁确保两侧受力均匀,防止横梁扭曲。吊装前需临时加固横梁与立柱连接螺栓,避免松动。
4、精密磨床或坐标镗床:此类设备对振动与变形极度敏感,除使用专用吊点外,还需在床身下方铺设木方或橡胶垫,避免钢丝绳直接接触导轨防护面。部分进口设备要求使用原厂吊装支架,禁止自行改装吊具。
三、吊装前的关键准备与检查事项
1、详细查阅设备说明书。每台机床的吊装方案均不同,制造商会在安装手册中明确标注吊点位置、最大起吊角度、允许吊索夹角(通常≤60°)及重心标识。忽略此步骤是现场事故的常见原因。
2、核实吊具承载能力。钢丝绳、卸扣、吊带的安全系数应≥5倍设备重量。例如,吊装8吨重的加工中心,需选用破断拉力≥40吨的钢丝绳(如Φ22毫米6×37+FC型)。同时检查吊具是否有断丝、裂纹、变形等缺陷。
3、清理吊装区域与规划路径。确保地面坚实平整(混凝土强度≥C20),移除障碍物,预留足够回转半径。对于室内吊装,需确认行车额定载荷、轨道强度及净空高度满足要求。
四、正确吊装操作流程与安全规范
1、试吊与重心校正。正式起吊前先离地10–20厘米,暂停5分钟观察:设备是否水平、吊索是否滑动、有无异常声响。若发现倾斜,应立即落钩,重新调整吊点位置或配重,严禁空中强行校正。
2、平稳起升与移动。起吊速度应缓慢均匀,避免急停急启产生冲击载荷。移动过程中,设备下方严禁站人,指挥人员需使用标准手势或对讲机,确保起重机操作员清晰接收指令。
3、就位与落钩控制。接近安装基础时,改用手动微调模式,使机床底座精准对准地脚螺栓孔。落钩前再次确认垫铁位置正确,落钩过程应逐级缓慢释放,防止冲击导致垫铁移位或地基开裂。
五、常见错误与风险防范
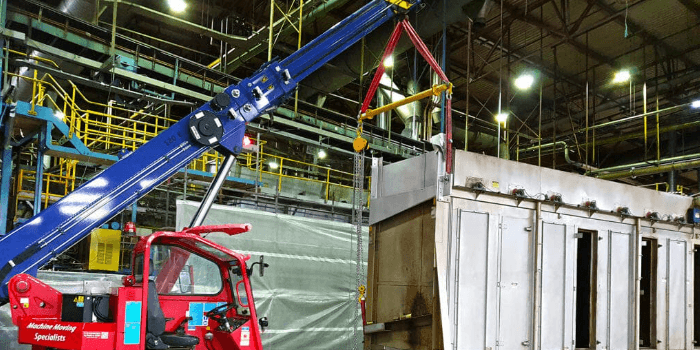
1、错误使用叉车替代吊车:叉车货叉仅适用于带叉槽的托盘或底座,若强行插入机床底座缝隙,极易压坏油路管或电气线槽。无专用叉槽的机床严禁用叉车搬运。
2、吊索夹角过大:当两根吊索夹角超过120°时,单根吊索受力将超过设备重量,显著增加断裂风险。应使用横梁或缩短吊索长度控制夹角在60°以内。
3、忽视环境因素:大风(≥6级)、雨雪或夜间照明不足条件下禁止吊装。强风会使设备摆动失控,湿滑地面降低起重机稳定性,均易引发倾覆事故。
以下是您可能还关注的问题与解答:
Q:找不到机床吊装孔怎么办?
A:切勿自行钻孔或焊接吊耳!应立即联系设备供应商获取技术指导。部分老式机床吊点隐藏在防护罩内,需拆除局部护板方可看到;或使用原厂提供的吊装支架套装。
Q:吊装后发现机床水平超差,是否与吊装有关?
A:有可能。若吊装时床身受力不均产生弹性变形,落位后未完全恢复,会导致初始水平偏差。此时应松开地脚螺栓,重新调整垫铁,待24小时应力释放后再精调水平。
Q:能否多人同时指挥吊装作业?
A:绝对禁止。吊装作业必须实行“单一指挥”制度,由一名经培训的专职人员统一发令,其他人员不得干扰。多人指挥易导致指令冲突,是重大安全隐患。
Q:吊装完成后还需做哪些检查?
A:除常规水平与地脚紧固外,应重点检查:导轨防护伸缩罩是否被拉扯破损、电缆拖链有无挤压变形、液压/润滑管路接头是否泄漏、主轴旋转是否顺畅无异响。必要时进行激光干涉仪几何精度复检。
机床吊装绝非简单的“挂绳起吊”,而是融合机械结构认知、起重工程规范与安全风险管理的专业操作。只有严格遵循制造商指引,科学选择吊装位置,并执行标准化作业流程,才能确保设备安全就位,为后续精度调试与稳定运行奠定坚实基础。
点赞 0
反对 0
收藏 0