2026-06-04 11:23
数控铣床如何对刀?精准操作步骤与注意事项详解
2025-10-30 10:299560
数控铣床对刀是加工精度控制的关键工序,通过建立刀具与工件坐标系的准确位置关系,确保加工尺寸的精确性。对刀操作直接影响零件的加工质量和生产效率,是数控操作中必须掌握的核心技能。现代数控铣床配备激光对刀仪、接触式测头等先进设备,对刀精度可达±0.001毫米,重复定位精度±0.002毫米,为高精度加工提供可靠保障。
一、对刀基础原理与坐标系建立
1、工件坐标系建立是对刀操作的前提,需要确定工件在机床中的精确位置。工件坐标系原点通常设在工件的几何中心或基准角,原点选择要便于编程和测量。机床坐标系是固定不变的参考系,工件坐标系是相对于机床坐标系的偏移量,通过G54-G59指令设定坐标系偏移值。
2、刀具长度补偿建立刀具端面与参考平面的位置关系,补偿值存储在刀具补偿寄存器中。标准对刀操作中,参考平面通常设在工件表面或专用对刀块上,对刀精度要求±0.005毫米以内。刀具半径补偿用于修正刀具实际半径与编程半径的差异,确保加工轮廓的准确性。
3、对刀点选择要考虑加工工艺和测量方便性,常见的对刀点包括工件表面、孔中心、外圆边缘等特征位置。对刀点应该易于识别和测量,避免选择有毛刺或不平整的表面作为对刀基准。多个刀具对刀时要保持基准的一致性,减少累积误差对加工精度的影响。

二、手动对刀操作的详细步骤
1、Z轴对刀是建立刀具长度补偿的关键步骤,操作时先将主轴转速设置为200-500转/分钟。使用塞尺法对刀时,选择0.1毫米厚度的塞尺,刀具与工件表面接触时塞尺刚好能够抽动。记录此时的Z轴坐标值,在刀具补偿表中输入相应的长度补偿值,建立刀具与工件的Z向位置关系。
2、X轴和Y轴对刀确定刀具中心与工件坐标系的平面位置关系。使用寻边器进行平面对刀时,寻边器接触工件边缘产生偏摆信号,寻边器精度通常为±0.02毫米。分别接触工件的X向和Y向边缘,记录接触点坐标,计算工件坐标系原点位置,在G54等坐标系设定界面输入偏移值。
3、圆形工件或圆孔对刀采用打表法或探针法,通过测量圆形特征的中心位置确定坐标。使用千分表打表时,表针摆差控制在0.02毫米以内,多次测量取平均值提高对刀精度。探针对刀通过自动测量程序完成,测量点数一般为4-8个,系统自动计算圆心坐标和半径值。
三、自动对刀系统的应用与优势
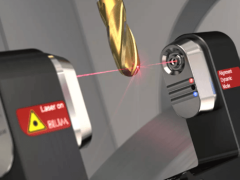
1、激光对刀仪是现代数控铣床常用的自动对刀设备,通过激光束检测刀具直径和长度。激光对刀精度可达±0.001毫米,测量时间2-5秒,对刀效率比手动方式提高80%以上。系统自动识别刀具类型,建立刀具数据库,实现刀具参数的自动管理和调用。
2、接触式测头对刀适用于各种材质的刀具,包括陶瓷和涂层刀具。测头通过机械接触检测刀具位置,接触力控制在0.1-1牛顿范围内,避免对精密刀具造成损伤。测头系统集成红外线传输技术,实现无线信号传输,减少线缆干扰和磨损问题。
3、在机测量系统将对刀功能扩展到加工过程监控,实现刀具磨损和破损的实时检测。系统通过比较刀具实际尺寸与标准值的差异,判断刀具状态并发出预警信号。刀具磨损检测精度±0.005毫米,及时更换磨损刀具避免废品产生,提高加工质量和效率。

四、不同加工情况的对刀策略
1、粗加工对刀注重效率和稳定性,对刀精度要求相对较低,通常±0.05毫米即可满足要求。使用大直径立铣刀或面铣刀时,刀具跳动检查尤为重要,主轴端面跳动控制在0.01毫米以内。粗加工阶段重点关注刀具与工件的安全间隙,避免刀具与夹具或工件发生碰撞。
2、精加工对刀要求高精度和高重复性,对刀精度需要达到±0.002毫米。使用小直径精密刀具时,注意刀具的径向跳动和轴向跳动检测,刀具跳动超过0.005毫米需要重新装夹。精加工前进行刀具预热运转,消除热变形对加工精度的影响。
3、多轴加工对刀涉及旋转轴的角度基准建立,需要使用专用的角度测量设备。五轴加工中心的A轴和C轴对刀通过标准球或立方体进行校准,角度精度要求±0.001度。建立刀具中心点与旋转中心的位置关系,确保多轴联动加工的精度和表面质量。
五、对刀精度控制与误差分析
1、温度影响是对刀精度的重要因素,机床和工件的热膨胀会导致对刀基准的变化。标准加工环境温度控制在20±2℃,温度变化1℃导致的线性误差约为10微米/米。使用恒温冷却液保持主轴温度稳定,减少热变形对对刀精度的影响。
2、机床几何精度直接影响对刀结果的可靠性,定期进行机床精度检测和校准。主轴径向跳动、导轨直线度、垂直度等几何误差会累积传递到对刀精度中。机床年度精度检测发现误差超标时需要进行几何误差补偿,恢复机床的原始精度。
3、操作技能和经验对手动对刀精度有显著影响,标准化的操作流程和培训提高对刀的一致性。建立对刀作业指导书,规范操作步骤和质量要求,新操作工对刀培训周期不少于40小时。定期进行对刀精度验证,通过标准件加工检验对刀质量。

以下是您可能还关注的问题与解答:
Q:对刀时发现刀具跳动过大如何处理?
A:首先检查刀柄和主轴锥孔的清洁度,清除污垢和毛刺。检查刀具装夹是否到位,刀柄拉紧力是否足够。如果问题依然存在,需要检查刀具本身的制造精度和主轴轴承的状态。刀具跳动超过公差要求时必须更换刀具或进行主轴维修。
Q:多刀具加工时如何保证对刀基准的一致性?
A:建立统一的对刀基准面,所有刀具都相对于同一基准进行对刀。使用对刀仪或固定的对刀块作为基准,避免以工件表面作为基准。建立刀具数据库记录每把刀具的补偿值,确保刀具更换后能够快速恢复正确的位置关系。
Q:自动对刀系统出现故障时的应对措施?
A:准备手动对刀的备用方案,包括寻边器、塞尺、千分表等工具。检查对刀系统的传感器和电气连接是否正常,清洁光学元件和机械部件。联系设备供应商进行技术支持,同时培训操作人员掌握多种对刀方法,确保生产连续性。
Q:如何建立适合企业的对刀标准和流程?
A:根据产品精度要求制定对刀精度标准,明确不同加工类型的对刀方法和质量要求。建立对刀作业指导书和检查表,规范操作流程和验证方法。设立对刀精度验证程序,定期使用标准件检验对刀质量。培养专业的对刀技术人员,建立技能认证和考核机制。
数控铣床对刀技术的掌握需要理论知识与实践经验的结合,通过系统的学习和反复练习才能达到熟练程度。随着数控技术的发展,自动对刀系统将更加普及和智能化,但基础的对刀原理和手动操作技能仍然是数控操作人员必备的核心能力。企业应该建立完善的对刀标准和培训体系,确保对刀质量的稳定性和一致性,为高质量的数控加工奠定坚实基础。
点赞 0
反对 0
收藏 0