2025-05-30 09:24
千分表能否检测同心度?测量方法与注意事项解析
2025-09-29 10:546370
在精密测量领域中,同心度检测是保证零件装配精度和运行稳定性的关键环节。很多工程技术人员对于千分表能否检测同心度这个问题存在疑问。从专业角度来讲,千分表确实可以进行同心度检测,但需要配合专用夹具和正确的测量方法才能获得准确结果。一般情况下,千分表配合测量架可以检测出0.01-0.02mm的同心度误差,对于要求更高精度的场合,还需要结合其他辅助设备来提升测量准确性。
一、千分表检测同心度的基本原理
1、同心度测量的本质是检测被测圆柱面轴线相对于基准轴线的径向偏移量。千分表通过测量径向跳动来间接反映同心度状况,当工件绕基准轴线旋转一周时,千分表指针的最大摆动幅度即为径向跳动值。理论上,径向跳动值的一半近似等于同心度误差,但这种方法存在一定的测量误差。
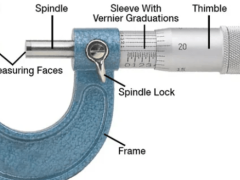
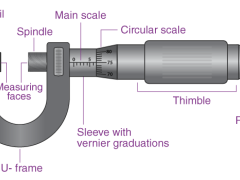
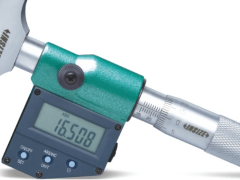
2、千分表的测量精度直接影响同心度检测结果。常用的机械式千分表分度值为0.01mm,数显千分表可达到0.001mm精度。对于同心度要求在0.05mm以内的零件,使用0.01mm精度的千分表基本能够满足测量需求。但对于同心度要求更严格的精密零件,建议使用更高精度的测量设备。
3、测量过程中基准轴线的确定是关键环节。通常以零件的主要配合面或设计基准作为测量基准,通过三爪卡盘或专用夹具来建立基准轴线。基准轴线的建立精度直接影响最终测量结果,基准偏差超过0.005mm就会显著影响测量准确性。

二、千分表同心度测量的具体方法
1、V型块测量法适用于外圆同心度检测。将被测工件放置在精密V型块上,V型块的角度通常为90°或120°,精度等级应达到0级或1级。千分表安装在测量架上,测头垂直接触被测圆柱面,手动旋转工件一周,记录千分表的最大和最小读数。同心度误差约等于读数差值的一半,但需要考虑V型块的几何误差影响。
2、顶尖测量法常用于轴类零件的同心度检测。将工件安装在车床或专用测量设备的顶尖之间,确保顶尖孔与基准轴线重合。千分表测头接触待测圆柱面,电机或手动旋转工件,观察千分表指针摆动范围。这种方法的优点是基准轴线建立相对准确,但要求工件两端必须有标准的顶尖孔。
3、卡盘装夹法适用于孔类零件或短轴类零件。使用精密三爪卡盘或四爪卡盘夹持工件的基准部位,卡盘的径向跳动应控制在0.005mm以内。千分表固定在机床刀架或专用支架上,测量时缓慢旋转主轴,记录千分表读数变化。需要注意的是,卡盘的夹紧力要适中,避免工件变形影响测量结果。
三、影响测量精度的关键因素
1、千分表的安装姿态对测量结果影响很大。千分表测头应垂直于被测表面,偏斜角度超过5°会产生明显的余弦误差。测头的接触压力控制在1-3N范围内,压力过大会导致工件变形,压力不足则影响测量稳定性。测头的球面半径一般选择2-3mm,对于小直径零件可选择更小的测头。
2、环境温度变化会影响测量精度。标准测量温度为20℃,温度变化1℃会导致钢制零件尺寸变化约0.01mm/m。在车间环境中进行测量时,应等待工件和测量设备温度稳定后再进行测量,或者采用温度补偿措施来修正测量结果。
3、工件表面质量也会影响测量准确性。被测表面的粗糙度应控制在Ra1.6μm以内,表面波纹度不应超过同心度公差的10%。如果表面存在毛刺、划痕或油污,会导致千分表读数不稳定,必须在测量前进行适当的表面处理。

四、测量过程中的注意事项
1、测量前的准备工作至关重要。首先检查千分表的示值误差和回程误差,确保在允许范围内。标准要求示值误差不超过±0.01mm,回程误差不超过0.005mm。千分表的预压缩量应设置在量程的1/3-1/2位置,既保证测量灵敏度,又避免超量程损坏。
2、测量过程中的操作规范直接影响结果可靠性。旋转工件的速度应缓慢均匀,一般控制在5-10r/min,过快会产生离心力影响测量。每个测量截面至少测量3次,取平均值作为最终结果。对于长轴类零件,应在多个截面进行测量,全面评估同心度状况。
3、数据记录和处理需要规范化。建立测量记录表格,详细记录测量条件、环境参数和测量数据。当同心度误差接近公差限值时,建议增加测量次数或采用更高精度的测量方法进行验证。测量不确定度的评估也是质量管理体系的重要要求。
五、千分表同心度测量的局限性与改进方案
1、千分表法测量同心度存在一定的局限性。该方法实际测量的是径向跳动,而径向跳动与同心度之间存在几何关系差异。当工件存在椭圆度误差时,径向跳动可能很小但同心度误差较大。因此,对于高精度要求的同心度测量,建议结合其他测量方法进行验证。
2、激光干涉仪配合千分表可以提高测量精度。激光干涉仪用于精确控制工件旋转角度,千分表负责径向位移测量,这种组合可以将测量精度提高到0.001mm级别。自动数据采集系统还能够消除人为读数误差,提高测量效率和可重复性。
3、三坐标测量机是同心度测量的理想选择。对于批量生产的精密零件,三坐标测量机可以自动完成同心度测量,测量精度可达0.001mm,并且能够提供完整的测量报告。虽然设备投资较大,但对于高附加值产品的质量控制具有重要意义。

以下是您可能还关注的问题与解答:
Q:千分表测量同心度的精度能达到多少?
A:使用标准机械千分表配合合适夹具,同心度测量精度一般在0.01-0.02mm。如果使用数显千分表并严格控制测量条件,精度可以提高到0.005mm左右。对于更高精度要求,建议采用激光干涉仪或三坐标测量机。
Q:为什么千分表测量的径向跳动不等于同心度?
A:径向跳动反映的是表面相对于基准轴线的最大偏差,而同心度反映的是轴线之间的位置关系。当零件存在椭圆度、锥度等形状误差时,两者数值会有差异。一般情况下,同心度误差约为径向跳动的一半,但具体关系取决于零件的几何特征。
Q:如何选择合适的千分表量程进行同心度测量?
A:千分表量程应根据预期的同心度误差来选择。对于一般机械零件,选择0-5mm或0-10mm量程即可。精密零件可选择0-1mm量程以提高分辨率。量程过大会降低测量灵敏度,量程过小可能出现超量程现象。
Q:千分表测量同心度时如何消除偏心误差?
A:偏心误差主要来源于基准轴线建立不准确。可以通过多次装夹测量取平均值、使用精密夹具、改善表面质量等方法来减小偏心误差。对于关键零件,建议在多个方位进行测量验证,确保测量结果的可靠性。
千分表检测同心度是一种经济实用的测量方法,在掌握正确的测量技术和注意事项的前提下,能够满足大多数工业生产的精度要求。通过规范的操作程序、合适的测量设备和严格的质量控制,可以获得可靠的同心度测量结果。对于特殊精度要求的场合,还应该结合其他高精度测量手段,建立完善的质量保证体系。
点赞 0
反对 0
收藏 0