2026-02-28 11:20
镗刀参数怎么给?加工中关键参数设置方法详解
2025-05-12 10:4516490
镗刀是一种常用的孔加工刀具,其参数设置直接影响加工质量和效率。很多人对镗刀的参数设置感到困惑。今天我们就来详细讲解镗刀参数的设置方法,希望能帮助大家更好地掌握镗刀的使用技巧。
一、镗刀的种类及选择
1、镗刀种类很多,常见的有单刃镗刀、双刃镗刀、多刃镗刀等。选择合适的镗刀是参数设置的第一步,要根据被加工孔的直径、深度、精度要求以及材料等因素选择合适的镗刀类型和尺寸。
2、例如,加工小直径的孔可以选择单刃镗刀,加工大直径的孔可以选择双刃或多刃镗刀。加工精度要求高的孔,应该选择硬质合金或陶瓷刀片材质的镗刀。
二、镗刀参数设置详解
1、主轴转速:主轴转速的选择要根据被加工材料、刀具材料和切削速度来确定。一般来说,加工硬质材料时,主轴转速应该低一些;加工软质材料时,主轴转速可以高一些。切削速度可以通过公式:切削速度 = π × 直径 × 转速 / 1000 来计算。
2、进给量:进给量是指刀具每转进给的距离,它影响加工效率和表面粗糙度。进给量越大,加工效率越高,但表面粗糙度也会越大。反之,进给量越小,加工效率越低,但表面粗糙度也会越小。进给量的选择要根据被加工材料、刀具材料和精度要求来确定。
3、背吃刀量:背吃刀量是指刀具垂直于工件表面的切削深度。背吃刀量越大,切削力越大,加工效率越高,但也更容易产生振动和变形。背吃刀量的选择要根据被加工材料、刀具材料和机床的刚性来确定。
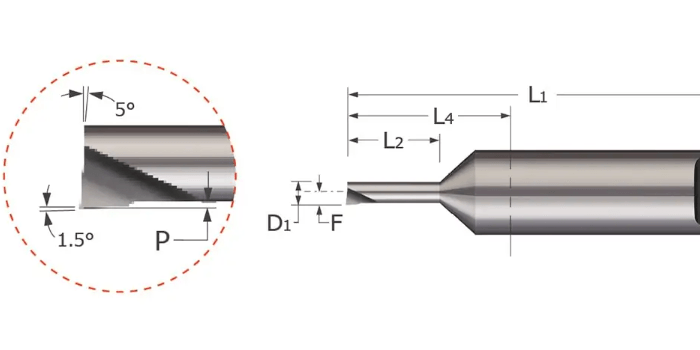
4、刀尖圆弧半径:刀尖圆弧半径会影响加工表面的粗糙度和刀具的强度。刀尖圆弧半径越大,表面粗糙度越小,但刀具的强度也会降低。刀尖圆弧半径的选择要根据被加工材料、精度要求和刀具的强度来确定。
三、不同材料的切削参数推荐
1、不同材料的切削参数会有所不同,以下是一些常用材料的切削参数推荐值,仅供参考,具体参数需要根据实际情况进行调整。
2、钢件:切削速度 80-150 m/min,进给量 0.1-0.3 mm/r,背吃刀量 0.5-2 mm。
3、铸铁:切削速度 60-120 m/min,进给量 0.1-0.2 mm/r,背吃刀量 0.5-1.5 mm。
4、铝合金:切削速度 150-300 m/min,进给量 0.2-0.5 mm/r,背吃刀量 1-3 mm。
四、参数优化与调整
1、在实际加工过程中,需要根据加工情况对参数进行优化和调整。例如,如果出现切削力过大、振动过大、表面粗糙度不符合要求等情况,就需要调整相应的参数。
五、安全操作注意事项
1、在操作镗刀时,要注意安全,佩戴好防护眼镜、手套等防护用品。确保工件装夹牢固,刀具安装正确。加工过程中,要密切关注加工情况,如有异常,应立即停止加工并检查原因。
以下是您可能还关注的问题与解答:
Q:如何选择合适的切削液?
A:根据被加工材料和加工方式选择合适的切削液。
Q:如何判断刀具磨损?
A:可以通过观察刀具磨损情况、测量工件尺寸精度和表面粗糙度等方法判断刀具磨损。
Q:如何提高镗孔的精度?
A:选择合适的镗刀、合理的切削参数、稳定的机床以及规范的操作方法可以提高镗孔的精度。
镗刀参数的设置是一个复杂的过程,需要考虑多种因素。希望能够帮助大家更好地理解镗刀参数的设置方法,提高加工质量和效率。
点赞 0
反对 0
收藏 0