2026-01-20 11:11
铝件可以用铰刀铰孔吗?加工工艺及注意事项详解
2025-04-21 11:038310
很多人在加工铝件的时候,都会有这样一个疑问:铝件可以用铰刀铰孔吗?答案是肯定的,可以!但是,由于铝材料本身的特点,使用铰刀加工铝件时需要注意一些特殊的工艺和事项。今天我们就来详细讲解一下如何用铰刀加工铝件,以及需要注意的关键点,让你的铝件加工更加得心应手!
一、铝件铰孔的可行性分析
1、铝的特性:铝是一种质地较软的金属,相比于钢件来说,更容易被切削。这使得铰刀在加工铝件时更容易“吃刀”,但也更容易出现“粘刀”和“积屑瘤”等问题。
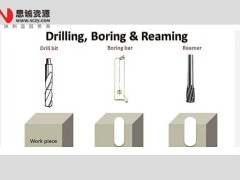
2、铰刀的优势:铰刀能够提高孔的尺寸精度和表面光洁度。对于铝件来说,使用铰刀可以获得更好的加工质量,尤其是在对孔的精度和表面质量要求较高的情况下。
二、铝件铰孔的加工工艺
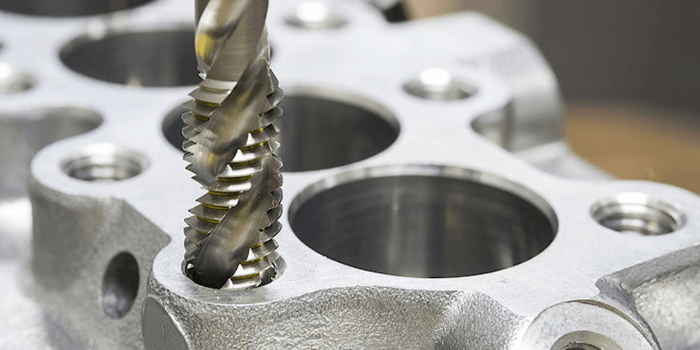
1、选择合适的铰刀:加工铝件时,建议选择硬质合金铰刀或涂层铰刀。这些铰刀具有更好的耐磨性和切削性能,可以有效减少“粘刀”和“积屑瘤”的产生。高速钢铰刀也可以使用,但需要更加注意切削参数的控制。
2、控制切削参数:切削速度和进给量是影响加工质量的关键参数。加工铝件时,建议采用较高的切削速度和较小的进给量。具体的切削参数需要根据铝件的材质、孔径大小和铰刀的类型等因素进行调整。记住,实践出真知,可以进行一些试切,找到最佳的切削参数。
3、使用合适的切削液:使用切削液可以降低切削温度,减少“粘刀”和“积屑瘤”的产生,并提高刀具寿命。加工铝件时,建议使用煤油或专用的铝合金切削液。切削液的选择也要根据具体的加工条件进行调整。

三、铝件铰孔的注意事项
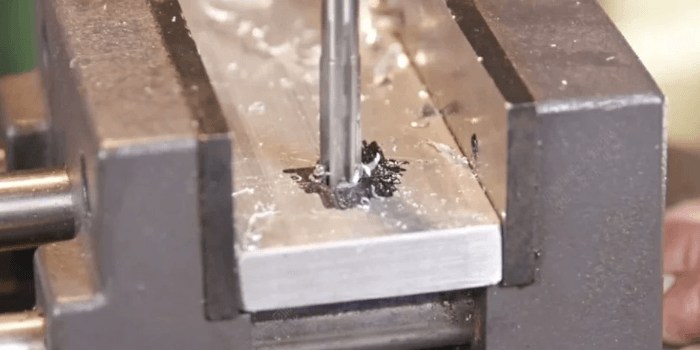
1、排屑:铝屑容易粘附在铰刀上,影响加工质量,因此需要及时清理铝屑。可以使用气枪或毛刷清理铝屑,保持铰刀的清洁。也可以通过优化切削参数和切削液来改善排屑情况。
2、刃口锋利:保持铰刀刃口的锋利是保证加工质量的关键。钝化的铰刀容易导致“粘刀”和“积屑瘤”的产生,因此需要定期对铰刀进行刃磨。
3、预留加工余量:铰孔前需要预留合适的加工余量,以便铰刀能够有效切削。加工余量的大小需要根据孔径和精度要求进行确定。
四、其他建议
1、试切:在正式加工之前,建议先进行试切,以确定最佳的切削参数和切削液。试切可以帮助我们避免在正式加工中出现问题,提高加工效率。
2、经验积累:铰孔是一项技术活,需要不断积累经验。在实践中不断总结和改进,才能掌握铰孔的技巧,提高加工质量。
五、常见问题解答
以下是您可能还关注的问题与解答:
Q:加工铝件时,出现“粘刀”现象怎么办?
A:可以尝试降低切削速度、增加进给量、更换切削液或使用涂层铰刀。
Q:如何判断铰刀的刃口是否锋利?
A:可以观察铰刀刃口的颜色和形状,或者用手指轻轻触摸刃口,感觉是否锋利。
Q:加工铝件时,应该选择什么样的切削液?
A:建议使用煤油或专用的铝合金切削液。
铝件可以用铰刀铰孔,但需要注意选择合适的铰刀、控制切削参数、使用合适的切削液,并及时清理铝屑!
点赞 0
反对 0
收藏 0