
2025-03-04 11:41
热缩刀柄规格分类详解,不同型号的适用范围有哪些?
2025-01-21 09:404610
热缩刀柄凭借其高精度、高夹持力以及优异的动平衡性能,在机械加工领域扮演着至关重要的角色。今天我们就来详细聊聊热缩刀柄的规格分类以及不同型号的适用范围,希望能帮助大家更好地选择合适的刀柄,提升加工效率和精度。
一、热缩刀柄的规格是如何分类的?
1、热缩刀柄的规格分类,主要依据夹持孔径、刀柄直径、刀柄长度以及对应的接口形式来划分。夹持孔径是指刀柄能够夹持的刀具柄部直径,这是选择刀柄时首先要考虑的参数。刀柄直径则影响到刀柄的刚性和所能承受的切削力,刀柄长度则决定了刀具的伸出长度,进而影响加工的稳定性和可达性。接口形式则决定了刀柄与机床主轴的连接方式。
2、常见的夹持孔径范围从 0.5mm 到 25mm 不等,涵盖了微小孔加工到大型零件加工的需求。刀柄直径通常与夹持孔径成比例,例如夹持孔径为 6mm 的刀柄,其直径通常在 20mm 左右。刀柄长度则根据不同的加工需求而定,一般来说,较长的刀柄适用于深腔加工或需要较大伸出长度的场合。
3、热缩刀柄的接口形式多种多样,例如常见的 BT、CAT、HSK 等。BT 接口是一种常用的锥柄接口,具有较高的精度和刚性。CAT 接口则常用于数控加工中心,具有更高的转速和精度。HSK 接口是一种空心锥柄接口,具有更轻的重量和更高的刚性,适用于高速加工。
二、不同型号热缩刀柄的适用范围有哪些?
1、不同型号的热缩刀柄,其适用范围也各不相同。例如,小直径的热缩刀柄,通常用于加工小型零件或进行精细加工,例如电子产品、医疗器械等。
2、大直径的热缩刀柄则适用于加工大型零件或进行重切削加工,例如航空航天、汽车制造等。不同接口形式的刀柄也适用于不同的机床。例如,BT 接口的刀柄适用于普通车床和铣床,CAT 接口的刀柄适用于数控加工中心,HSK 接口的刀柄适用于高速加工中心。
3、选择合适的热缩刀柄型号,需要根据具体的加工需求进行综合考虑。例如,加工小型精密零件时,需要选择小直径、高精度的热缩刀柄,并根据刀具的柄部直径选择合适的夹持孔径。加工大型零件时,需要选择大直径、高刚性的热缩刀柄,并根据机床主轴的接口形式选择合适的接口类型。
三、如何选择合适的热缩刀柄?
1、在选择热缩刀柄时,我们需要考虑以下几个关键参数:夹持孔径、刀柄直径、刀柄长度以及接口形式。首先,根据所使用的刀具的柄部直径确定所需的夹持孔径。然后,根据加工工件的尺寸和材料特性选择合适的刀柄直径和长度。最后,根据所使用的机床主轴的接口形式选择合适的接口类型。
2、除了以上参数外,还需要考虑刀柄的精度等级、动平衡性能以及材质等因素。高精度的刀柄能够保证更高的加工精度,优异的动平衡性能能够减少振动,提高加工效率和表面质量。选择合适的材质则能够提高刀柄的耐磨性和使用寿命。
3、对于一些特殊的加工场合,还需要考虑刀柄的特殊功能,例如内冷、排屑等。内冷刀柄能够有效地降低刀具温度,提高刀具寿命。排屑刀柄能够及时排出切屑,避免切屑堆积影响加工质量。
四、热缩刀柄的维护保养
1、为了保证热缩刀柄的精度和使用寿命,需要进行定期的维护保养。每次使用后,需要清洁刀柄表面,去除残留的切屑和冷却液。定期检查刀柄的夹持力,如果发现夹持力下降,需要及时更换新的刀柄。
2、在存放热缩刀柄时,需要注意防潮防锈。可以将刀柄存放在干燥通风的库房中,或者在刀柄表面涂抹防锈油。
3、定期对刀柄进行动平衡检测,如果发现动平衡超差,需要进行校正。
五、如何正确使用热缩刀柄?
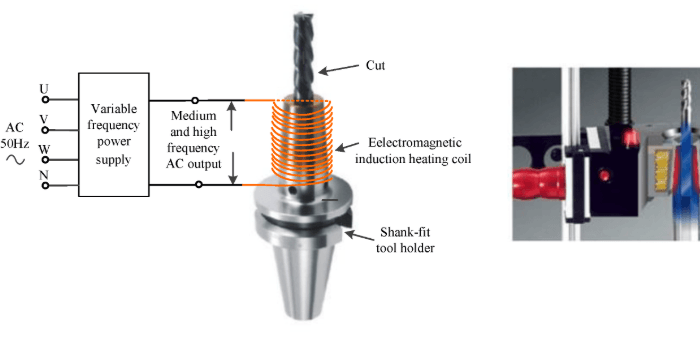
1、使用热缩刀柄时,需要先将刀柄加热到规定的温度,然后将刀具插入刀柄中。待刀柄冷却后,刀具就会被牢固地夹持住。在拆卸刀具时,需要再次将刀柄加热,然后将刀具取出。
2、加热刀柄时,需要注意控制温度和时间,避免过热或过冷。过热会导致刀柄变形,过冷则会导致刀具无法被牢固夹持。
3、使用热缩刀柄时,需要注意安全操作,避免烫伤。可以使用专用的加热设备和工具进行操作。
以下是您可能还关注的问题与解答:
Q:热缩刀柄和液压刀柄相比有什么优势?
A:热缩刀柄夹持力更大,精度更高,动平衡性能更好,更适用于高速、高精度加工。
Q:热缩刀柄的加热温度是多少?
A:一般在 200℃-300℃ 之间,具体温度需要根据刀柄的材质和规格而定。
Q:热缩刀柄可以使用哪些类型的刀具?
A:可以夹持各种类型的刀具,例如铣刀、钻头、铰刀等。
选择合适的热缩刀柄对于提高加工效率和精度至关重要。希望今天的讲解能够帮助大家更好地理解热缩刀柄的规格分类和适用范围,在实际应用中选择合适的刀柄,提升加工效率和质量。
点赞 0
反对 0
收藏 0








