
2025-07-29 09:54
BIG大昭和MW双刃粗镗刀
2019-08-16 14:0314640
一直以来的小径镗孔加工,特别是粗加工,多采用以下几种方式。
1、立铣刀轮廓加工
2、沉孔用立铣刀镗削
3、钻头扩孔
4、单刃精镗作粗镗用
然而,与常规镗孔相比,方式1加工费时;而方式2和方式3,其整硬质合金结构与刀片可换式比较长期来看是成本问题,特别是孔径尺寸种类多时尤为突出;方式4则是大进给和大切削量都无法满足的问题。


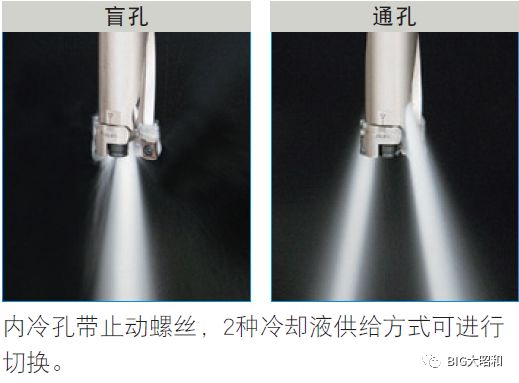
● 针对孔的种类,两种冷却方式任意切换。

1、立铣刀轮廓加工
2、沉孔用立铣刀镗削
3、钻头扩孔
4、单刃精镗作粗镗用
然而,与常规镗孔相比,方式1加工费时;而方式2和方式3,其整硬质合金结构与刀片可换式比较长期来看是成本问题,特别是孔径尺寸种类多时尤为突出;方式4则是大进给和大切削量都无法满足的问题。
因此,为解决以上问题,以下就给大家介绍一款可实现小径粗镗高效加工的工具:MW粗镗刀
● 结构:两刃平衡刀片可换式设计,通过刀片座刻度,可实现直径方向最小 0.2mm的调整。
● 针对孔的种类,两种冷却方式任意切换。
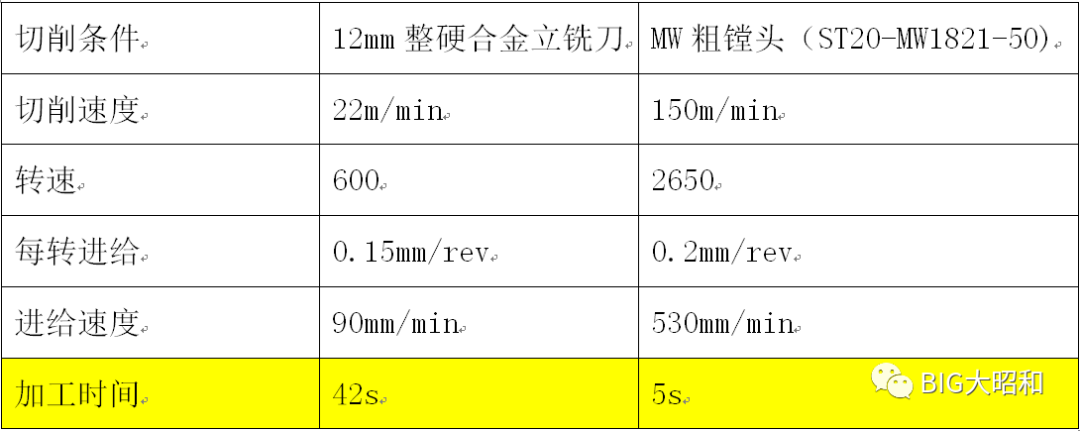
● 加工案例:
点赞 0
反对 0
收藏 0









