
2026-04-03 10:31
深腔立壁加工解决方案
2018-09-15 09:0138340
前言:在工作中铣内腔侧壁通常采用分层铣削,当腔体较深时,因刀杆强度下降,铣刀直径要加粗,如果腔体深度达到300~500mm时,铣削的内腔侧壁会出现严重让刀和振颤现象,并且随着铣刀直径的加粗,径向切削力增大。下面小编介绍一款FMH强力型刀柄解决这一系列问题。
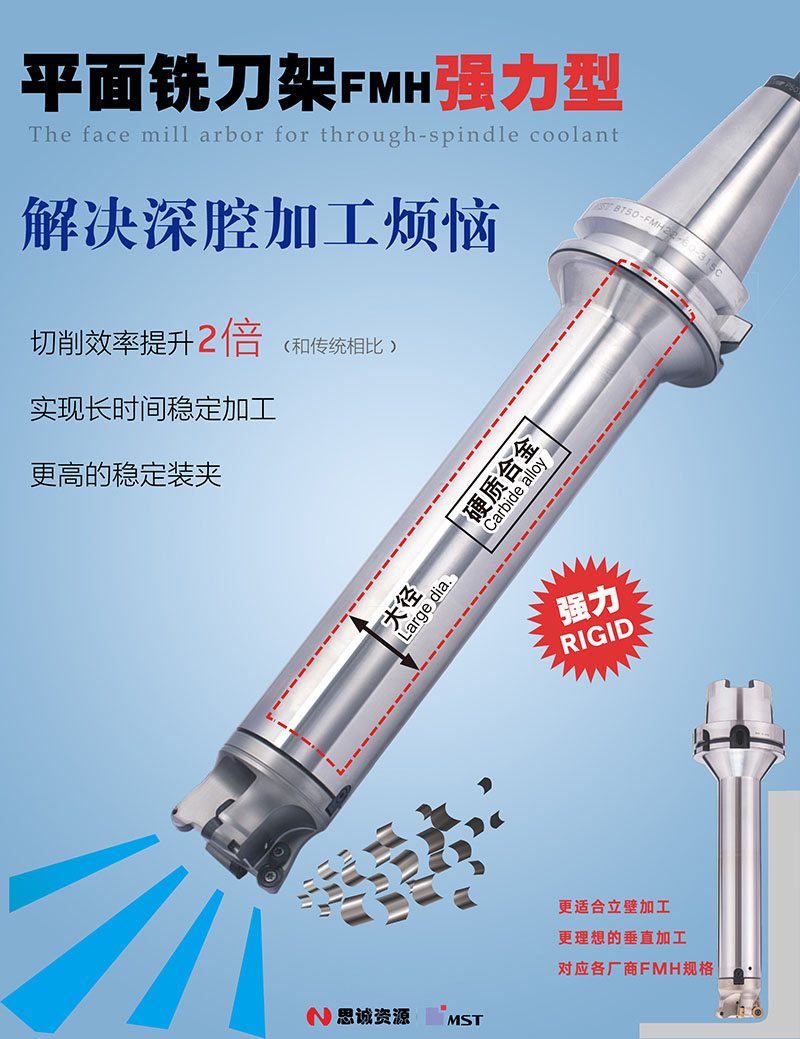
FMH强力型刀柄特点:
1、采用热装技术内置硬质合金杆,有效抵抗加工震动。
2、在深腔加工切削效率提升2倍(与传统比较)。
3、能实现长时间稳定加工。
4、更高的稳定装夹。
5、对应各刀具厂商(FMH规格)。
FMH强力型刀柄切削测试比较:
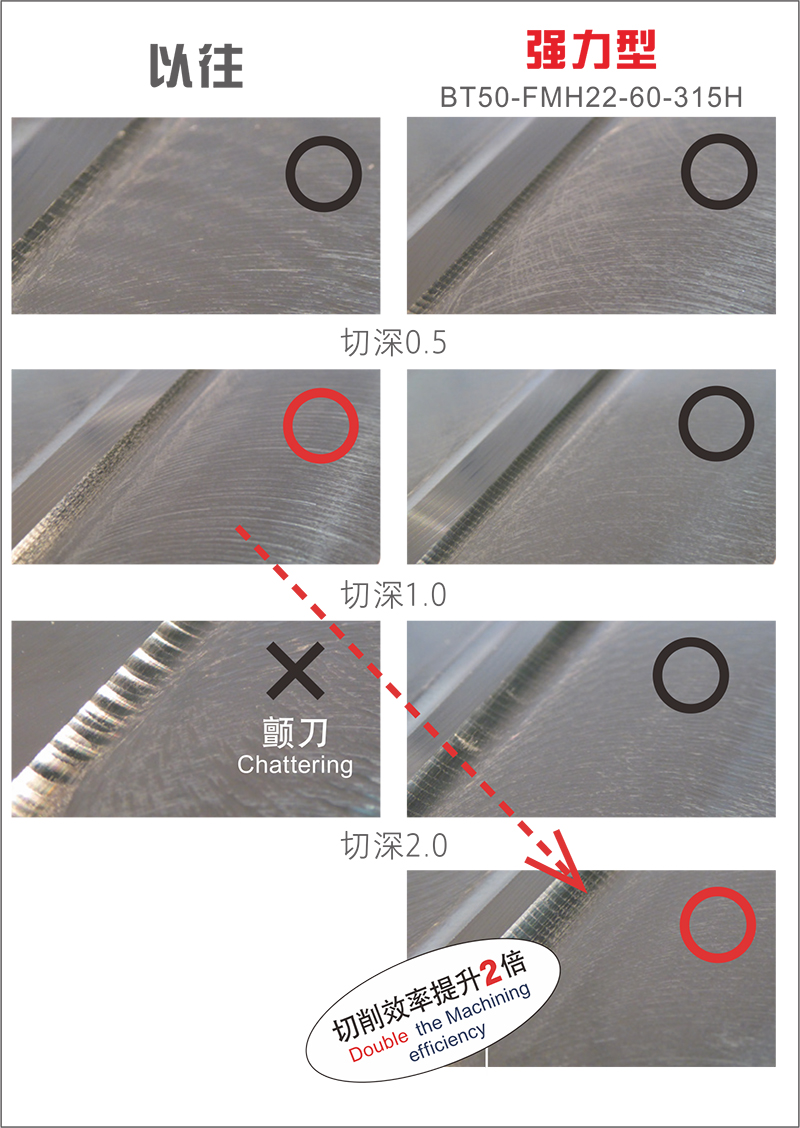
FMH强力型刀柄加工参数:
● 型号 BT50-FMH22-60-315H
● 加工内容台肩加工
● 工件 S50C 生( 料)
● 切削速度 220 m/min (S1,112 min -1)
● 进给 1,112 mm/min

FMH强力型刀柄特点:
1、采用热装技术内置硬质合金杆,有效抵抗加工震动。
2、在深腔加工切削效率提升2倍(与传统比较)。
3、能实现长时间稳定加工。
4、更高的稳定装夹。
5、对应各刀具厂商(FMH规格)。
FMH强力型刀柄切削测试比较:
FMH强力型刀柄加工参数:
● 型号 BT50-FMH22-60-315H
● 加工内容台肩加工
● 工件 S50C 生( 料)
● 切削速度 220 m/min (S1,112 min -1)
● 进给 1,112 mm/min
点赞 0
反对 0
收藏 0









